
Case Studies
Case studies on three different projects were conducted in association with this research. The goal of these case studies were to look for signs of pavement de-bonding and attempt to correlate them to pavement core condition, milling operations, existing pavement structure and construction quality of the previous overlay. Details on each case study are contained in the report (pdf).
Project 1: SR 28 East Wenatchee Area Paving
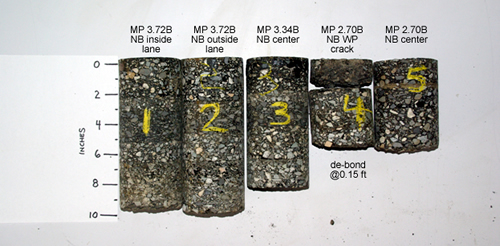
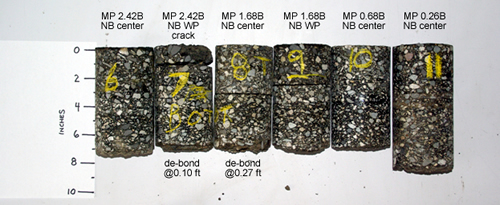
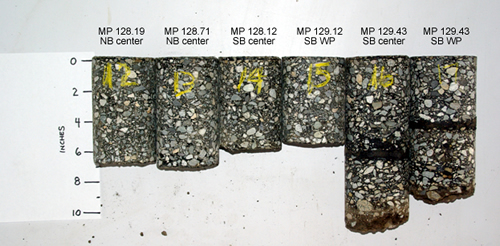
The project, titled “SR 28 – East Wenatchee Area Paving” was a mill-and-fill preservation effort that paved 2.82 miles of SR 28 from 9th St. to the SR 2/97/SR28 intersection, excluding the section from 31st to Hadley that was previously paved. It also paves 1.52 miles of US 2/97 north of the Odbashian Bridge. In terms of mileposts (MP), the job covered SR 28 between MP 0.22B and 0.76B and between MP 1.46B and 3.79B. It covered SR 97 between 128.22 and 129.67. In general, this paving project was undertaken to repair substantial wheelpath cracking and flushing (Figures 1 and 2). Previous paving on this job occurred in 2000 (for SR 28) and 1994 (for SR 2/97) indicating a surface life of about 8 (SR 28) and 14 (SR 2/97) years.
|
|
|


This project shows a moderate amount of de-bonding evidenced by 3 de-bonded cores out of 17 taken. Only two de-bonded cores showed de-bonding of the surface HMA layer and both of these occurred at wheelpath crack locations. Milling (Figure 3) shows areas of de-bonding in the wheelpaths on SR 28 and on the longitudinal joint areas of SR 2/97. Prior construction records indicate that SR 2/97 was generally well-constructed while SR 28 had substandard compaction (90.8% average) and problems with the asphalt binder setting. This evidence suggests that de-bonding was most likely a result of water infiltration in areas of low density or cracking.

|
|
|
|
|
Project 2: SR 2 Tumwater Canyon Paving
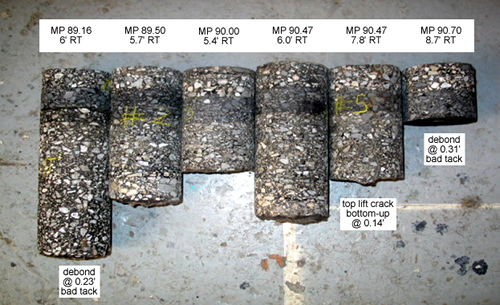
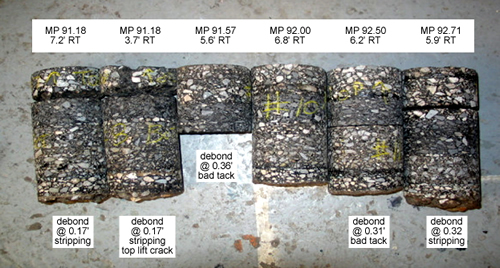
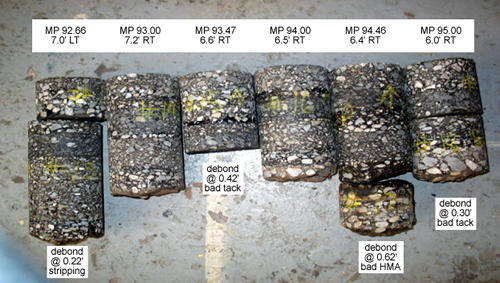
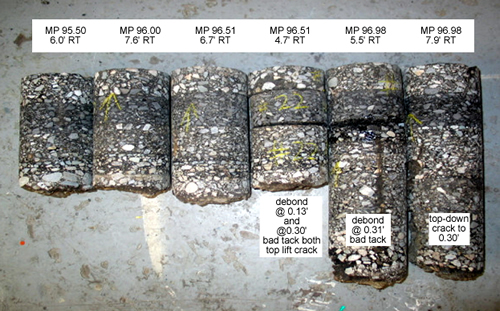
The project, tentatively titled “SR 2 – Tumwater Canyon Paving” originally scheduled then deferred due to funding. However, coring for the project was done on 16-17 July 2008 and results from the cores are presented here. Coring was on SR 2 from MP 89.16 to 98.91. In general, this paving project was scheduled to repair substantial cracking. Previous paving on this job occurred in 1998 indicating a surface life of about 10 years assuming funding would have allowed a 2008 overlay.
This project shows a high amount of de-bonding evidenced by 14 de-bonded cores out of 30 taken (47%). De-bonding occurred both in and out of the wheelpath with some wheelpath cores showing surface cracking extending to the depth of the surface HMA layer. Many de-bonded cores (10 total) were attributed to “bad tack” indicating that the tack coat layer was thin and may not have contributed significantly to layer bonding. This evidence suggests that de-bonding was most likely a result of poor HMA layer bonding. It may be that this poor layer bonding is a mechanism contributing to poor overall pavement condition.
|
|
|
|
|
|
|
|

Project 3: SR 97A: Wenatchee to Entiat
The project, titled “SR 97A – Wenatchee to Entiat Paving” was cored on 24-25 September 2001 and paved in 2003. This project was a mill-and-fill preservation effort that paved 12.6 miles of SR 97A from MP 201.6 to 214.2. In general, this paving project was undertaken to repair substantial cracking (Figures 12 and 13). Previous paving on this job occurred in 1992 indicating a surface life of about 11 years.
|
|
|


This project shows a moderate amount of de-bonding evidenced by 3 de-bonded cores out of 25 taken (16%). Milling (Figure 13) showed areas of de-bonding corresponding to known construction issues (construction-related temperature differentials and auger gear box/auger drag streaks. This evidence suggests that de-bonding was most likely a result of water infiltration in areas of low density or cracking.
