
Example Operation – Lafarge Seattle
An example operation of cement production is taken from Lafarge Seattle. Below Figures 1 and 2 show the relation of the Lafarge plant to Downtown Seattle and 3D imagery of the Lafarge plant respectively. Overall Lafarge has 20 plants in North America, 16 of which produce portland cements and four of which produce slag cements.
|
|
|
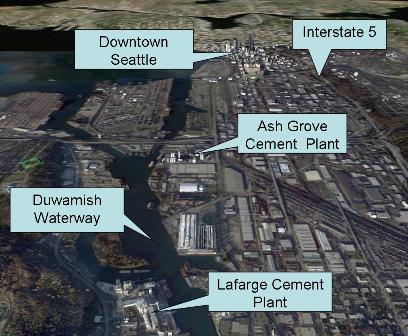

Lafarge operates a Cement Plant in Seattle, Washington, located on a 25 acre site that borders the Duwamish Waterway. The plant first produced cement in 1967 as Ideal Cement. Now the plant produces multiple types of cements which are then used in the production of concrete. Moreover, the Seattle plant produces about 600,000 tons of various cements each year. Production is mostly sold in Washington State and Oregon. However, lesser amounts are sold in Alaska, California, Hawaii, Idaho, Montana, and Utah. In addition, most of cement produced at Lafarge Seattle is sold to ready mix producers.
Manufacturing
Manufacturing cement at the Lafarge Seattle plant is by a “wet process”. As a result, raw materials are mixed with 30 to 40% water during grinding to form well mixed slurry. This wet process is advantageous due to the increased compatibility with wet climates and more uniform blending of raw materials prior to the kiln, along with lower kiln dust emissions. However, a disadvantage to the wet process is that it requires more energy to produce clinker. See also [http://www.epa.gov/epaoswer/other/ckd/rtc/chap-2.pdf] for more information about the wet process according to the EPA.
|
|
|


Furthermore, Lafarge’s Seattle Cement plant operates under different kiln, temperatures due to the different chemical reaction occurring within three broad temperature zones.
- Drying zone
- Calcining zone
- Clinker formation (burning zone)
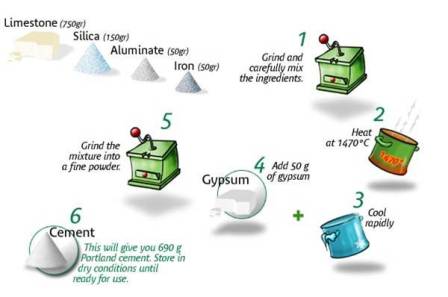
Steps
- Step 1
- All raw materials (such as limestone, shale, and contaminated soil) are mixed, ground together along with water to form slurry.
- The limestone, shale, soil raw feed is ground so that at least 50% passes a 45µm sieve.
- A chemical analysis of the slurry is made every two hours to ensure that the slurry composition is adequate.
- Step 2
- The slurry with all raw ingredients is fed directly into the kiln which produces clinker along with other byproducts such as cement kiln dust (CKD).
- Step 3
- The clinker is ground to small diameter particles along with the addition of gypsum to control set time.
A more detailed picture of the manufacturing process is depicted below, provided by Lafarge Seattle.
Cements Produced
ASTM C150 (AASHTO M85)
- Type I-II: Type II specification aids resistance to moderate sulfate attack.
- Type III: High early strength concrete.
- Type II-V: This cement is produced from time to time for the California market—enhances PCC resistance to sulfate attack. *Type V is generally used when high sulfate resistance is needed.
ASTM C595 (AASHTO M240)
- Type I (SM): Slag modified portland cement for use in general concrete construction—the cement contains up to 25% by weight of blast furnace slag. Leadership in Energy and Environmental Design (LEED) credit is given for use of this cement. Trade name of “MaxCem” is used for this cement by Lafarge.
ASTM C989 (AASHTO M320)
- Ground Granulated Blast Furnace Slag (GGBFS), Grade 100: Lafarge sells this produce under the trade name “NewCem.” This product can be used as an additive to portland cement (similar to how fly ash is used as a partial replacement for portland cement) or as a 1:1 replacement for Type I-II. The price is about 90% of Type I-II (or 10% less than Type I-II).
General Raw Materials
- Limestone from Texada Island (Canada)
- Shale from British Columbia
- Gypsum from Mexico
- Ground Granulated Blast Furnace Slag from Japan (used to make Type I(SM) cement)
- Blast sand – mostly from the Seattle area.
Fuel Source Raw Materials
Materials burned in the kiln to generate energy. General cement production at Lafarge Seattle makes use of 30% alternative materials for raw feed to the kiln. About ½ of fuel used in the kiln is generated from recycled materials.
- Tire Derived Fuel
- Coal
- Hydrocarbon Contaminated Soils
- no. 6 Fuel Oil
- Spent Solvents
- Printing Inks
- Paint Residues
- Cleaning Fluids
Not only do these raw materials provide higher energy for burning than coal, which is the predominate fuel source, but when incinerated the “ash residues from TDF may contain a lower heavy metals content than some coals and result in lower NOx emissions when compared to many U.S. coals, particularly the high sulfur coals” (EPA). In addition, “the alternative or rather the primary disposal method of placing these hazardous raw materials in landfills studies have found to cause large negative impacts on the environment such as leaching toxins into groundwater, changing the pH value and the accumulation of heavy metals” (EPA). Lafarge Seattle operations from a broad estimate (2001) consume about 600,000 to 1,200,000 whole tires per year (WSDOE).
|
|
|
|
|
|




Pollution Control at Lafarge Seattle Plant

As has already been discussed the Lafarge Seattle Cement plant operates using a variety of alternative fuel sources. These alternate fuel sources such as TDF and hydrocarbon contaminated soils are major pollutants. Having the plant located in Seattle, a major metropolitan hub, there are a great deal of these pollutants in need of recycling, reusing or disposing of.
Another example of a Lafarge Seattle plant pollution control is it operating under a nearly zero water discharge condition. This means that virtually all runoff and effluent is collected, treated, or otherwise used. About 25 million gallons of stormwater is generated yearly.
A concern for any large scale industrial plant is pollution control and safety issues which are regulated by the federal, state and local governments. Air emissions for the Lafarge Seattle cement plant are regulated by Puget Sound Clean Air Agency and Lafarge must comply with:
- Federal Mine Safety and Health Act
- Clean Air Act
- Clean Water Act
- Resource Conservation and Recovery Act

Air emissions from the Kiln compose mostly of the following compounds:
Due to the material burn time (or dwell time) and high kiln temperatures cement kilns do not emit high levels of organic pollutants. Furthermore, NOx emissions which are typical from any fossil fuel combustion process (power plants, motor vehicles, and furnaces) in the Lafarge Seattle plant have the form as 95% NO and 5% NO2. In addition, although substantial dust is generated it is largely collected by electrostatic precipitators.
The result is through the creation of infrastructure, development of our communities, fixing up our homes and driving our cars, we create an immense amount of hazardous waste. These materials pollute the world and are being produced and used at an unimaginable rate. As a result, there is an immense need to find a way to dispose, reuse, or come up with a new way of utilization for all these hazardous raw materials. The cement kilns such as Lafarge Seattle plant help dispose of some of these hazardous materials in a way the EPA recognizes as a “better use”.
Sources
- Joe P. Mahoney. Professor in the Department of Civil and Environmental Engineering. University of Washington.
- Environmental Protection Agency. Jan. 2007. EPA. 24 March 2007..
- WSDOE (2002), “SHB 2308 Scrap Tire Report,” Publication #02-07-029, Washington State Department of Ecology, December 2002.
- Article Authors
- Rylan Knuttgen
- Steve Muench