
by Craig D. Weiland
A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Civil Engineering, University of Washington, 2008
Abstract
A Best Practices Guide to Concrete Highway Rehabilitation in Washington State, by Craig Weiland
Life Cycle Assessment (LCA) is a tool that can be used to identify ways to decrease the environmental impact of a product or process and to inform decision makers of the consequences of changes to the product or process. LCA encompasses all aspects of a process or product from “cradle to grave”, including material extraction, transport, production, maintenance, and removal or recycling.
This thesis is a comparative LCA of three different replacement options for an aging Portland cement concrete (PCC) highway: Replacement with a new PCC pavement, replacement with hot mix asphalt (HMA) pavement, and cracking, seating and overlaying (CSOL) the existing pavement with HMA. Each LCA includes an appropriate maintenance schedule so that the pavements will have a 50 year life span and can be reasonably compared. The environmental impacts have been assessed according to common environmental concerns, such as global warming potential and acidification. This paper summarizes those impacts and provides information and recommendations to build “greener” highways in Washington State.
Introduction
Many of the concrete pavement highways in Washington State are nearing the end of their useful life and will need to be repaired or replaced in the near future. The Washington State Department of Transportation (WSDOT) expects the design of the next generation of concrete pavements to last 50-years-plus (Muench et al., 2006[1]). Such a design is possible with currently available materials and technology, but the environmental implications should not be overlooked.
There are several project planning and design evaluation tools available to date that help to maximize efficiency, minimize cost, and minimize environmental impact. Life-Cycle Cost Assessment (LCCA) is an evaluation technique used to make better investment decisions by finding the lowest long-term cost that can meet the desired need (Smith & Walls, 1998[2]). LCCA is now a commonly used tool in civil engineering applications that has proven its worth to many Departments of Transportation and other organizations. Growing concerns over the environmental damage caused by transportation, construction, and any other human activity has resulted in the implementation of restrictions on vehicular emissions, the success of environmentally minded programs such as the Leadership in Energy and Environmental Design (LEED) Green Building Rating System, and a changing mindset of the American public. The LEED rating system has helped to improve the way buildings are built but little has been done thus far to improve how roads are constructed (Keoleian & Scheuer, 2002[3]). Life cycle assessment (LCA) is a technique similar to LCCA that can be used to determine what would be the best solution over and extended period, but it describes the environmental consequences of an activity, rather than the cost. This thesis attempts to quantify the environmental impacts of several pavement replacement and rehabilitation strategies using life cycle assessment.
This report details what LCA is, how it is being used to try to give insight into best practices for concrete highway replacement, what uncertainties are associated with the analysis, and what conclusions or recommendations can be made from the comparisons. The comparative LCA portion of this report will focus on the replacement of a theoretical Portland cement concrete (PCC) highway within Washington State. The options that are compared are the removal and replacement with PCC, the removal and replacement with hot mix asphalt (HMA) and cracking, seating and overlaying with HMA (CSOL). The highway that was analyzed was based on portions of I-5 through the northern areas of Seattle, Washington. This aging highway is currently at the end of its usable life and will likely be replaced with a pavement section similar to one of the three options presented. A life cycle inventory of two rehabilitation options, diamond grinding and dowel bar retrofitting, was also performed. The results for the rehabilitations cannot be compared directly to the replacement options due to the difference in the usable life of each.
For all assessments only air emissions (common criteria pollutants) and energy usage were quantified due to data source limitations and study scope. Results are for the replacement or rehabilitation of 1 lane-mile of highway without any major grading changes, shoulder work, or changes to the intended use of the highway. Recommendations have been made as a conclusion to this thesis. They are relevant only for the assumptions that have been made in this study, but minor changes would likely not change the overall results.
Overview of Life Cycle Assessment
Environmental concerns have increased awareness of different means of preventing pollution and protecting the environment and have caused some to change behavior accordingly. One tool that is being used more frequently as a result of this environmental concern is life cycle assessment. LCA, or at least its forerunners, has been widely used for years. Resource And Environmental Profile Analyses (REPAs) were the very beginning, starting in manufacturing, where many of the first environmental concerns were concentrated (Curran, 1996). Manufacturing provided an obvious point-source of pollution and for many years grabbed a majority of the attention of environmentalism. Since then, almost anything with any environmental impact has come under scrutiny. As a result many regulatory changes have been instituted, such as the installation of catalytic converters on all cars and the improvement of fuel standards. These concerns finally worked their way into buildings in 1998 with the first version of the LEED rating system, which provided guidance on how to build, maintain, and renovate commercial buildings while minimizing environmental damage (Keoleian & Scheuer, 2002[3]). It then seems logical to enact a similar philosophy for building roads with less of an environmental impact.
Life cycle assessment is a tool used to summarize the inputs and outputs of a system or process, usually in an environmental context. It identifies all “cradle to grave” inputs and outputs of a system that are relevant to the environment. This means that an LCA includes everything in between the gathering of raw materials to the point at which those materials are returned to the environment (SAIC, 2006). The collection of all processes from cradle to grave allows LCA to provide a cumulative total of inputs and outputs for that final product and the environmental impacts associated with those inputs and outputs. These environmental flows can include, but are not limited to, raw materials input, energy input, solid waste output, air emissions, water emissions, and any final products or co-products. Data for the flows can be acquired from LCA databases, environmental agencies, previous LCAs, or any reliable source of environmental process inputs and outputs. The data can then be organized in matrices and the life cycle inventory (LCI) can be completed as described in Section 4.7. Once an inventory of these environmental flows is created, they are built upon by assessing the environmental impacts of the flows. A list of emissions statistics may not be very useful unless one knows how harmful one item is with respect for another. This is why an impact assessment is necessary to understand the true impact that a system is having on the environment. Various impacts can be assessed such as global warming potential and acidification. For example carbon dioxide and methane both contribute to global warming but methane contributes 21 times as much, as explained in Section 5.1. Another useful tool of LCA is the contribution analysis which gives process by process results for impacts, allowing a user to determine what the largest contributors are. After these steps conclusions can finally be made and recommendations for improving the system can be made. When being used as a comparative tool, as it is in this study, LCA can help to make recommendations of best practices between alternatives.
The goal of this report is to apply the LCA method to several separate highway reconstruction options that can be compared and improved over time as a guide to better road building practices. This should also provide information on which specific segments of construction are the largest contributors to emissions and resource usage. Beyond the scope of this study, the data and method presented could be expanded for use as a tool at the scoping-level to determine emissions and energy use, which could help make scoping decisions early on for road projects.
LCA Methodology
The International Organization of Standardization (ISO) has recognized the positive environmental impact that LCA has had thus far and can have in the future and has come up with a set of standards to try to improve its effectiveness. The standardization of the LCA process has helped to make it a more easily understood tool that can be reliable and productive. ISO 14040 (2006[4]) and ISO 14044 (2006[5]) are the two main standards utilized in this report that describe the principles and framework and the requirements and guidelines, respectively. Figure 1 shows the life cycle assessment framework as described by the ISO 14040 (2006[4]) standard.
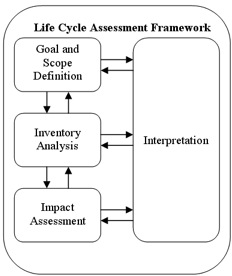
ISO outlines a systematic four phased approach to LCA that consists of goal and scope definition, inventory analysis, impact assessment, and interpretation.
The scope of the study is defined by the system boundary and the level of detail, both of which depend on the depth of the LCA which depends on the goal. This first step is determining the functional unit of the study. The functional unit describes the function and performance of the subject of the product or process being studied (SAIC, 2006[6]). For example the functional unit of pavement construction should be some measure of length, width, and performance, as described in Section 3.1.
The second step is to perform an inventory analysis, which results in completing a life cycle inventory (LCI). An LCI is the collection of all the relevant data required according to the goal that is within the scope of the study. This is when all environmental flows are compiled and the results are calculated according to the computational structure used. Within the LCI the individual processes may have different units and the relationships between the processes will need to be established to determine the quantity of each that is required.
The third step, the impact assessment, is the step in which any additional information is provided to make the LCI results more comprehensible in an environmental context. The impact assessment can include the aggregating of various outputs with respect to their impacts on one particular segment of the environment, such as global warming potential or acidification. This step helps in making comparisons between LCAs also because different emissions have different impacts that may not be initially obvious based on the numbers.
The final step is interpretation, which is the formulation of any conclusions or recommendations that help achieve the goal (ISO 14044, 2006[5]). The interpretation should also include limitations of the study and descriptions of what additionally could be done to improve or expand the LCA.
Life Cycle Assessment of Pavements
This thesis compares the environmental impact of three different options for replacing an existing PCC pavement highway that is in poor condition. The first analysis option will be to remove and replace the exiting pavement with a new PCC pavement, as described in Section 3.3.1. The second option is to remove the existing pavement and replace it with an HMA pavement, as described in Section 3.3.2. The third option is to leave the existing PCC pavement in place, crack it, seat it, and overlay it with an HMA pavement, as described in Section 3.3.3. All three of these options, as set up in this paper, assume that the pavement elevation will be raised and will not have conflicts with overpass clearance or drainage issues. All options also assume that there are no major sub-grade problems that would need to be rebuilt or significantly repaired and that the crushed surfacing top course (CSTC) base is in good condition and can be reused. CSTC is a crushed aggregate classification that meets WSDOT aggregate base course standards (Muench et al., 2003[7]). Modifications to the LCA would be required if these assumptions were not maintained in future usage.
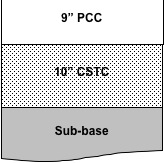
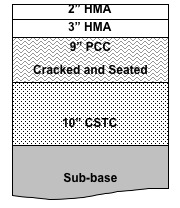
The existing pavement structure was modeled based on portions of I-5 through King County, Washington. This corridor was originally paved in the early 1960s, has received little to no maintenance since, and is now about 66% of it is in need of rehabilitation or replacement (Hansen et al., 2007[8]). The pavement section varies throughout this corridor but the typical pavement section consists of a 10 inch thick base course of crushed surfacing top course (CSTC) aggregate with 9 inch thick PCC slabs on top (WSDOT, 2003[9]). A typical section of the existing pavement is shown in Figure 2.
Goal
To first understand the goal of this study, a functional unit needs to be established, which is assessed by the LCA. A functional unit is essentially the subject of an LCA, describing what is assessed. It usually describes a quantity of an item produced or duration of an activity and is important in comparative LCAs to ensure that comparisons are fair. For this comparison, the functional unit was one lane-mile of reconstructed highway that is adequate for I-5 traffic loading and will last for 50 years. This unit allows the different scenarios to be compared to each other because of the equal time scale and functional capability. Unfortunately the comparison merely looks at the initially constructed structures and the larger maintenance procedures required during a 50 year life-span. This LCA does not account for differences in ride quality, noise, safety, etc. during that useful life. This does not mean that the conclusions presented are not reliable, but other factors outside the scope of this LCA should be considered when using it as a decision support tool. The overall goal is for the presented LCA comparisons to be useful as a guide to making environmentally minded decisions for highway paving or rehabilitation projects. Hopefully this tool can be expanded in the future to also include more variables and options as well as completely different paving scenarios.
To be considered a successful reconstruction the work will have to result in a significant improvement in ride quality, while having the same highway capacity and capabilities. These specific requirements can vary and have not been quantified in this study. The proposed maintenance schedule attempts to ensure that the scenarios will meet these requirements for the 50 year span. It was also assumed that the traffic loading will be roughly the same in terms of mix of cars and trucks and number, accounting for some growth.
Scope
An LCA needs to define its boundaries so that there for consistency and to make the inventory collection more manageable. Processes could be added to an assessment endlessly by adding smaller and smaller contributing processes, but that will not add much to the assessment as a whole. For example, the production of crushed aggregate requires the mining of rock, which requires equipment and fuel. The equipment needs to be produced and requires steel, but the extraction of steel also requires equipment. The production of the equipment used to produce steel to produce the machine to mine rock for crushed aggregate is such a minor contributor to the overall highway construction system that it can be ignored without affecting the validity of the LCI results.
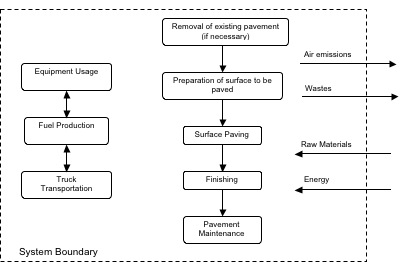
The LCA systems being compared in this study attempt to include the production of any materials for paving or pavements, the production of any fuels used for production or construction activities, production and construction activities associated with initial construction, and production and construction activities associated with maintenance. Any exceptions are stated in Section 3.3. The goal was to include data for at least 95% of the mass and energy flows into or out of the system. It is impossible to look at absolutely everything that can contribute to the environmental impacts. The last 5% of the flows contribute very little to the system as a whole and would not significantly change the environmental impacts. Ten different air emissions were collected. They are CO2, CO, NOx, SOx, CH4, PM2.5, PM10, SO2, N2O, and VOC. These were used primarily because they were the emissions that were offered by the data sources available, but also because they are relevant to the environmental impacts assessed in Section 5. Solid wastes and water usages and wastes were not tracked because many of the process data sources lacked information for these categories that also have environmental impacts. Figure 1Figure 3 shows the main activities of highway reconstruction that are included in the LCA. Complete lists of the included processes for each option are included in Section 3.3.
Highway Paving Options
This study focuses on three main options available to reconstruct an old PCC pavement and withstand at least 50 more years of traffic with regular rehabilitation and maintenance. The rehabilitation options considered are:
- Remove and replace with PCC
- Remove and replace with HMA
- Crack, seat, and overlay with HMA
For all scenarios it has been assumed that it would be acceptable for the final pavement to be higher than the original pavement. This is necessary because the CSTC base course is being left in place for use under the new thicker pavements in the first two cases and because the overlay adds thickness to the section for the third option. If this was indeed not acceptable, such as to maintain bridge clearances in some locations, the base course would have to be excavated and lowered to maintain the same elevation. This could change the results of the LCA and should be changed within the inventory accordingly for a more accurate analysis.
Remove and Replace with PCC
Presumably, a new PCC pavement would be appropriate and be even stronger due to the many innovations and lessons learned since the original paving in the 1960s. An essential part of constructing a strong and reliable PCC pavement is to have a stable base. For this scenario it was assumed that the existing base course consisting of 10 inches of CSTC is stable and strong and would remain in place for reuse with the new pavement. It would however be necessary to properly grade and compact the base once it is disturbed by demolition.
WSDOT typically constructs new PCC pavements on an HMA base layer (WSDOT, 2005[10], pg. 33). The inclusion of this base layer in the LCA would significantly increase the environmental impacts of the PCC replacement option. This was not done in this study so that HMA and PCC could be compared as independent materials and because the existing CSTC base course is still acceptable by WSDOT standards.
The new PCC pavement design used was a 13 inch thick slab, 4 inches thicker than the existing pavement to ensure adequate strength and to allow for future diamond grinding. This design thickness is adequate for a design period loading of greater than 50,000,000 equivalent single axle loads (ESALs) at 95% reliability on a CSTC base. This design is according to the AASHTO Guide for Design of Pavement Structures (1993) as described in the WSDOT Pavement Policy (WSDOT, 2005[10], pg. 35). The new slabs will be placed with dowel bars to allow for load transfer between slabs. Dowel bars are commonly used today as a means of prevent faulting, which has been observed many places that did not provide their slabs with dowel bars. Figure 4 shows the cross section for the PCC remove and replace option.

The existing pavement will have to be broken apart and then loaded into trucks for removal. Once removed the CSTC base layer can be re-graded and compacted. This may require a minimal amount of base course replacement if some of the CSTC was loaded with the waste PCC. The new PCC can then paved, finished, and saw cut. The processes included in this reconstruction option are as follows:
- PCC breaking
- Loading of Broken PCC
- Transport of broken PCC for disposal
- Grading of base material
- Compaction of base material
- PCC production, including material acquisition and transport
- Steel production for dowel and tie bars
- PCC transport to site
- PCC placing and spreading
- PCC paving
- Curing compound application and surface tining
- Joint saw cutting
- Use of utility excavator for site work
- Production of all fuels and electricity
- Diamond grinding for rehabilitation
The details of each process are described in Section 4.3.
Remove and Replace, HMA
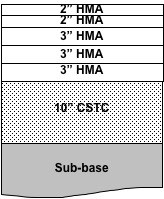
The second analysis scenario is a complete removal of the existing PCC pavement and placement of an HMA profile consisting of 5 lifts of HMA totaling 13 inches. This design is acceptable for 50,000,000 to 75,000,000 ESALs during the design period at 95% reliability, the same design parameters assumed for the PCC replacement scenario. This design is also from the AASHTO Guide for Design of Pavement Structures (1993[11]) as described in the WSDOT Pavement Policy (WSDOT, 2005[10], pg.28). The first 3 lifts of this design will be an HMA base course and the top two lifts will be surfacing courses. Figure 5 shows the proposed replacement pavement profile for this scenario.
As with the PCC replacement option the existing pavement will have to be broken and then loaded into trucks for removal. Once removed the CSTC base layer will be re-graded and compacted and could require a minimal amount of base course replacement if some of the CSTC was loaded with the waste PCC. The new HMA can then be paved, one lift at a time, with a layer of tack coat in between each lift. A material transfer vehicle will be needed for all HMA paving as required by WSDOT General Special Provisions (WSDOT, 2004[12]). It has been assumed that two breakdown rollers and one finish roller will be sufficient for all HMA paving. The processes included in this reconstruction option are as follows:
- PCC breaking
- Loading of Broken PCC
- Transport of broken PCC for disposal
- Grading of base material
- Compaction of base material
- Bitumen production, including crude extraction and refining
- Aggregate production
- HMA production
- HMA transport to site
- Production of emulsifier
- Production of surface tack
- Tack application truck
- Material Transfer
- HMA Paving
- HMA breakdown rolling
- HMA finish rolling
- Street Sweeping
- Use of utility excavator for site work
- Production of all fuels and electricity
- Milling for rehabilitation
The details of each process are described in Section 4.4.
Crack Seat and Overlay
The third scenario, crack seat and overlay, does not require the removal of the original pavement. A special breaker machine is used to crack the pavement into smaller pieces to avoid the formation of cracks at slab joints due to stress concentrations there. A heavy roller is then driven over it to set the pavement pieces and then an overlay paved similar to the HMA replacement option. A pavement profile composed of a 5 inch overlay in 2 lifts was assumed. Several HMA overlays have been performed on I-5 already at various thicknesses as described in an I-5 assessment study (Hansen et al., 2007[8]). 5 inches corresponds to the thickest of those overlays performed and seems like a good design choice based on the observed performance of the existing overlays (Hansen et al., 2007[8], pg. 68). The State of California has completed a number of these types of projects and usually uses a fabric layer to prevent crack transmission. This analysis has foregone the fabric layer and it was assumed that bridge clearances were not an issue. If a bridge clearance would need to be maintained, the portion of the highway near the bridge would have to be completely removed and replaced with HMA with a transition on both sides to CSOL. Figure 6 shows the proposed replacement pavement profile for this scenario.
To construct a CSOL pavement the existing pavement would have to be cracked and then seated with a roller, as described earlier. A layer of tack would then have to be sprayed and then the HMA overlay could then be paved in two lifts with a layer of tack coat between the lifts. A material transfer vehicle would be needed, as described in Section 3.3.2. It has been assumed that two breakdown rollers and one finish roller will be sufficient for all HMA paving. The processes included in this reconstruction option are as follows:
- PCC cracking
- PCC seating
- Bitumen production, including crude extraction and refining
- Aggregate production
- HMA production
- HMA transport to site
- Production of emulsifier
- Production of surface tack
- Tack application truck
- Material Transfer
- HMA Paving
- HMA breakdown rolling
- HMA finish rolling
- Street Sweeping
- Use of utility excavator for site work
- Production of all fuels and electricity
- Milling for rehabilitation
The details of each process are described in Section 4.5.
Rehabilitation
In order for each of the options to have the same functional unit, they will have a design-life of 50 years. A proper maintenance schedule was created for each to attain this 50 year life-span. At the end of the 50 years an additional maintenance was also performed to make the pavement surface new at the end of the analyzed period. This means that the pavement structures have not been truly viewed from cradle to grave, as is usually done in LCA. This is because with modern pavements, especially high volume highways, there is no well defined end of life where the pavement would be ripped up and thrown away. Considering the life of the current pavement it seems likely that the new pavements will still have value beyond this basic design life. It has been assumed that the structures will either remain in place indefinitely and can be repaired well into the future or that they will remain in place and be used as a base for the new roadway, as is being done in the CSOL option. The state of the pavement at the end of 50 years is impossible to know but it is assumed that all three scenarios would have similar value at the end of the analysis and thus can be reasonably compared. The schedule for maintenance for each option is presented in Table 1.

The PCC pavement is first being diamond grinded after 20 years and then again at years 40 and 50. It has been estimated that a diamond grind will first be necessary every 20 years because of minor faulting and wheel path wear that has occurred historically in Washington State (WSDOT, 2005[10]). If, on the other hand, the state were to outlaw the use of studded tires in the future, the diamond grinding may not need to be performed as often because studded tires are the main cause of wheel path wear (Cotter, 2007[13]). A 16 year life-span for the surface of an HMA pavement has been used with a required mill and fill at that time. Unpublished calculations by the WSDOT Materials Laboratory suggest that this is the average life of an HMA surfacing in Western Washington.
The LCA community currently does not associate a time-value with emissions and energy usage, as there is for money, with interest, but perhaps this is a future development that should be included. Because of this it does not matter when the rehabilitations are performed but they could in reality have different environmental impacts depending on when they are performed.
Other Rehabilitation Options
Some PCC highways have not yet reached the end of their usable life and can avoid complete replacement for several more years by completing a diamond grind or a dowel bar retrofit. These rehabilitations are not long term solutions but will have less of an impact on the environment and the budget than a full replacement. These rehabilitations are only worthwhile on pavements fitting a specific profile. Many pavements (such as I-5 through north Seattle) have faulting, cracking, and other distresses that are beyond repair. These options are only presented as life cycle inventories because they do not last 50 years and thus cannot meet the functional unit of the LCA. Diamond grinding, however, is a portion of the life cycle of the PCC replacement option. These options are simply inventories of the inputs and outputs associated with these one-time improvements and are being presented as alternatives to the three main reconstruction options.
Diamond Grinding
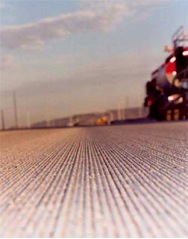
Diamond grinding is a rehabilitation option that extends the life of a concrete pavement by creating a smooth corduroy like surface after it has become rough from faulting or cracking. It is also used as a way to remedy severe rutting due to studded tire wear (Cotter, 2007[13]). Diamond grinding is the primary PCC rehabilitation for roughness and rutting. It is a portion of the LCA for the PCC replacement option. Diamond grinding involves using a gang of diamond saw blades on a cutting head, usually 36-38 inches wide. The final outcome is usually a 4-6mm slab thickness reduction and a smoother, rut-free surface (FHWA, 2006). Figure 7 shows a diamond grinding machine cutting head and Figure 8 shows what a PCC surface would typically look like after diamond grinding.

Dowel Bar Retrofit
Dowel bar retrofitting (DBR) serves as a way to extend the life of existing concrete pavements that were originally installed without the use of load transferring dowel bars. The process adds dowel bars at all transverse joints (3 or 4 per wheel path) and sometimes at transverse cracks that have formed during the pavement’s lifetime. Highways are generally no longer constructed without the use of dowel bars, so this technique will eventually no longer be useful once all of the older pavements are replaced. A dowel bar retrofit can only occur once because a DBR can only be performed on dowel-less pavements. A DBR is usually performed in conjunction with diamond grinding to create a smooth surface that will last approximately 10 to 15 years (Soderlund, 2006[14]).
Dowel Bar retrofitting is a solution to extend the life jointed plain concrete pavements originally constructed without dowel bars. This process includes cutting slots in the existing transverse pavement joints and placing epoxy coated dowel bars to provide load transfer between pavement panels. Many pavements from the 1960s and 1970s were placed without dowel bars and have subsequently faulted at transverse pavement joints due to inadequate load transfer. The process starts by using diamond blades to cut three or four dowel bar slots (three for this analysis) and then breaking and removing the concrete within the slot. The slot then has to be cleaned to remove any debris or saw cutting slurry. Then the joint within the slot is sealed with a caulking material and the dowel bar assemblies are inserted. The dowel bar assemblies consist of an epoxy coated dowel bar with end caps, chairs, and foam core boards at the joint. Once in place the dowel bars are covered with a concrete patching material, which needs to be properly consolidated with a vibration device, and allowed to cure (Soderlund, 2006[14]). Dowel bar retrofits usually also incorporate diamond grinding the surface to remove any existing faulting and to remove remaining patching material that was above grade to create a smooth surface. Figure 9 shows a completed dowel bar retrofit.

Life Cycle Inventory
The inventory analysis of this study is prepared in accordance with Section 5.3 of ISO 14040 (2006[4]) and Section 4.3 of ISO 14044 (2006). The inventory analysis is used to determine, both qualitatively and quantitatively, the material and energy inputs and the environmental releases to be associated with each unit process. Data was collected according to the goal and scope definition for the replacement options that were compared.
All unit process included in the LCA computation are described below by rehabilitation or replacement option along with descriptions and any assumptions or estimations that were made. Some of the unit processes were the same for all options and are only described once to avoid redundancy.
Primary Data Sources
The main sources of energy usage and air emissions data were The Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation (GREET) model and The U.S. Environmental Protection Agency’s NONROAD2005 model for nonroad engines, equipment, and vehicles. This section provides descriptions of how each source was used and how the data from each can be interpreted. Not all emissions that are presented for each process were used in the overall LCA; they are just presented for reference and completeness.
EPA NONROAD
Emissions data for all non-road construction and vehicular equipment was obtained from the EPA NONROAD model (USEPA, 2005[15]). Non-road diesel fuel has recently seen new regulation that will decrease the negative impact on the environment by requiring lower sulfur levels in non-road fuels. In 2007, this fuel was required to have less than 500ppm of sulfur and starting in 2010 the limit will be reduced to 15ppm (USEPA, 2003[16]). These changes are reflected in the GREET fuel data, where an average sulfur content of 163ppm is used. This sulfur content was used as a NONROAD input for consistency. The default NONROAD value of 8.0 pounds per square inch Reid Vapor Pressure (RVP) was used. NONROAD only includes fuel usage and air emissions of vehicles. It does not include the production or maintenance of the machine. Vehicle production is outside of the scope of this study but could be added as a separate process to expand the scope.
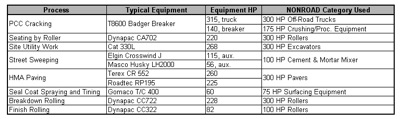
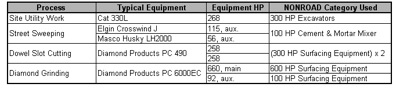
NONROAD provides emissions factors for ranges of horsepower, so for each piece of construction equipment an estimate of the engine horsepower had to be made. To do this some typical makes and models were researched to determine the horsepower that should be assumed for each activity. These typical machines and any other assumptions that were made are described in the section for the individual processes.
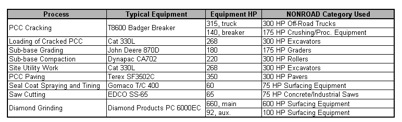
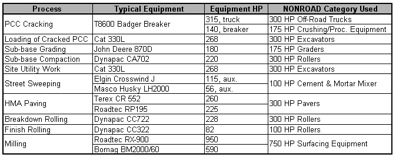
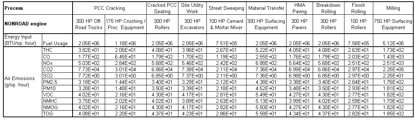
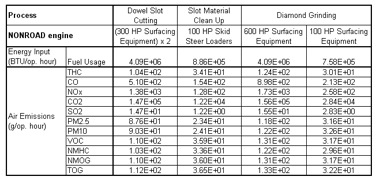
Table 2 through Table 5 shows what equipment was used to approximate a typical occurrence of each activity, the rated horsepower of that activity, and the NONROAD category used to approximate that piece of machinery. A brief description of each equipment process, what estimations were made, and how the usage of each was calculated are described in the individual process descriptions in Sections 4.3 through 4.6. All data is presented in BTUs per operating hour for energy flows and in grams per operating hour for material flows.
NONROAD data is processed through a graphical user interface (GUI) allowing the user to select the equipment to analyze, fuel specifications, weather, geographic location, time of year, and fuel type. For all cases the data was made specific to Washington State for a yearlong average and all equipment used nonroad diesel fuel.
NONROAD allows for reports to be presented in many ways but for this study the data was most easily used when presented in grams per hour for each machinery type by horsepower ranges. NONROAD uses a mix of engine types to come up with the average emissions; for this 2008 analysis it assumed 90 percent meeting Tier 3 EPA engine standards and 10 percent meeting only Tier 1. NONROAD uses brake-specific fuel consumption (BSFC) to calculate the air emissions that it presents. This BSFC is in units of pounds per horsepower hour so the BSFC had to be multiplied by the horsepower to get a fuel usage in pounds per hour.
GREET
The Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation (GREET) model, developed by The United States Department of Energy’s Argonne National Laboratory and The University of Chicago was developed as a tool for researchers to analyze the environmental impact of different combinations of vehicles and fuels (Argonne National Labrotory, 1999[17]). GREET also has data for many stationary fuel uses and for the production of many common industrial materials. For the purposes of this study GREET was used as a source of data for fuel and electricity production, truck transportation, tie and dowel bar production, and natural gas burned in a tack truck. GREET versions 1.7 and 2.7 were used. GREET1.7 was used for fuel production, electricity production, and truck transportation. GREET 2.7 was only used for the production of steel for dowel and tie bars. All relevant GREET assumptions are discussed by process in the following sections.
Shared Processes
Several of the processes were common to all of the replacement and rehabilitation options that were modeled. These were primarily energy production and transportation related processes. Processes that were not in every scenario or varied from one to another are described individually within the section for that replacement or rehabilitation option.
Fuel Production
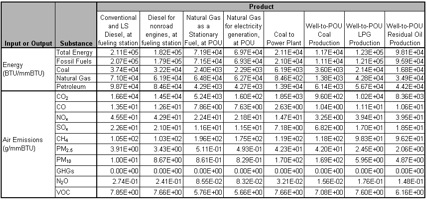
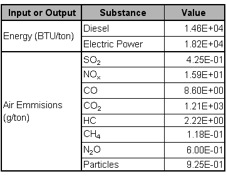
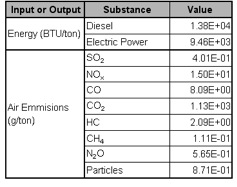
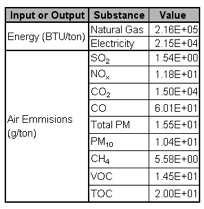
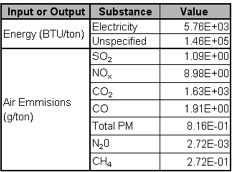
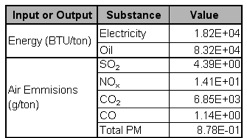
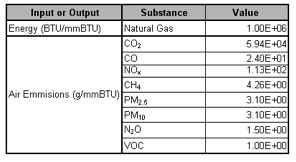
Fuel production is included in the assessment because nearly all of the processes use fuels and do not include data for the production of those fuels. All nonroad equipment and transportation processes use fuels, as well as the production of HMA, PCC and surface tack. Data for the production of all fuels was obtained from the GREET model. The fuels included in this analysis are conventional diesel at fueling station, diesel for nonroad engines at fueling station, natural gas as a stationary fuel at point of use, natural gas for electricity generation at point of use, coal to power plant, coal at point of use, liquefied petroleum gas at point of use, and residual oil at point of use. These data sets include any processes required from extraction through transportation to the point of use. Table 6 shows all data for the production of these fuels that was used in this LCA. The results are presented in BTUs and grams per million BTUs produced.
Electricity Production
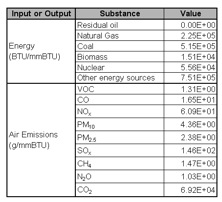
Electricity is used by many of the material production processes to power various pieces of equipment and for facilities operation. Electricity production data was obtained from the GREET model but was modified to represent electricity production in Washington State. The Washington State electricity production mix is one best in terms of environmental impacts (at least the environmental impacts in this LCA) due to the many dams in the state providing hydroelectric generation. Figure 10 shows the 2006 Washington State electricity fuel mix, which was inputted into the GREET 1.7 model to obtain the energy usage and air emissions of electricity production per million BTUs of electricity produced (Washington State Department of Community, Trade & Economic Development, 2007). Electricity transmission and distribution losses were assumed to be 7.2% based on the U.S. average in 1995 (U.S. Climate Change Technology Program, 2003[18]). The GREET results are shown in Table 7. Electricity data for other fuel mixes could be obtained by changing the values in GREET and could then be substituted into the LCI to represent a different region.

Truck Transportation
All on-road vehicular transport data was obtained from GREET. Medium-heavy and heavy-heavy diesel trucks were the only categories from GREET used in this LCA. The LCA could be modified by changing the transportation modes, distances, or assumptions from GREET. The heavy-heavy truck class can haul up to 20 tons of cargo, while the medium-heavy truck can haul up to 8 tons of cargo. For both it was assumed that travel would include a 100% full fronthaul and an empty backhaul. Table 8 presents the data taken from GREET in BTUs and grams per ton-mile.
Table 8. Inputs and Outputs of Truck Transportation
PCC Remove and Replace Processes
The removal and replacement with PCC option required data from GREET, NONROAD, and an LCI of concrete production that was performed by the Portland Cement Association. All processes that were a part of the LCI for this scenario are described below, including rehabilitation, besides those described in Section 4.2 that were common to all scenarios. Table 9 shows the fuel usage and air emissions data from NONROAD for equipment used in PCC removal and replacement.
PCC Breaking
There are several ways in which to remove an existing PCC pavement. For the purposes of this paper, it has been assumed that the best way to do so would be by using a guillotine-type concrete pavement breaker to split the slabs into more manageable sized pieces to be handled by common excavators for removal. This is the same technique that is used to crack the pavement in the CSOL option.
The Antigo T8600 Badger Breaker truck driven unit was used as a model of a typical breaker. The Badger Breaker has two engines, a 315 horsepower truck engine and a 140 horsepower engine for the breaker unit. This unit carries a 12,000lb, 8 foot wide hammer weight that can effectively crack the existing pavement in one pass (Antigo Construction, 2002[19]). Since the breaker is only 8 feet wide and the lane width is 12 feet it was assumed that two passes were necessary per lane to break the entire lane width. This assumption helps account for any pass overlap or extra breaker work that is needed. It was estimated that the breaker would travel at about 3 miles per hour and complete the two passes at 90% efficiency. This means that the breaker can complete one lane-mile in approximately 45 minutes.
The EPA NONROAD model does not have any specific data for pavement breakers so the two engines were estimated as other equipment that is within NONROAD. The 315 horsepower truck unit was estimated as a 300 horsepower off-road truck and the 140 horsepower breaker unit engine was estimated as a 175 horsepower crushing or processing equipment engine. These inputs and outputs for these two engines were compiled to give a total for this process. Though these NONROAD categories aren’t exactly the same as these two engines, the usages and horsepower values are close enough to give good estimations of the process data. The emissions data and fuel usage per operating hour are shown in Table 9. Figure 11 shows a typical drop hammer truck.

Loading of Broken PCC
Following the breaking of the PCC pavement, a removal crew can follow, loading the broken pieces into trucks for removal. It has been assumed that this activity would be carried out by a mid-sized excavator that would load a continuous flow of trucks in an adjacent lane or shoulder. The truck arrival reliability and issues of freedom of movement (overpasses, signs, etc.) are the main concerns that could result in a lower loading rate. A Caterpillar 330L excavator has been used as an example piece of equipment for this activity. It has a 268 horsepower engine and can load approximately 2.5-3 yd3 with a standard bucket (Caterpillar, 2008a[20]). From NONROAD this is most accurately represented by a 300 horsepower excavator. The fuel usage and air emissions data are shown in Table 9.
In the LCA model it has been estimated that the excavator can load 300 tons per hour but will only work at 75% efficiency, including breaks, slowdowns, and stoppages, and thus will actually load 225 tons per hour. At this rate it would take about 16 hours for an excavator to load 1 lane-mile of the broken pavement into trucks. This would greatly depend on bucket size, truck availability and the true efficiency.
Waste PCC Truck Transport
The broken PCC that is loaded into trucks via an excavator then needs to be transported to a waste area or a location where it can be processed for other uses. It was assumed that the distance of this disposal site was 15 miles away from the job site. This may be an underestimate for many job sites, but would likely be accurate for a site in or near a city and could be changed within the model to represent a different distance. The density of a typical PCC pavement is 150 pounds per cubic feet (WSDOT, 2008[21]). This means that 1 lane-mile of removed pavement will require the transport of approximately 5150 tons of material. The 15 mile travel distance was then multiplied by the mass of material to get a trucking amount of 77,250 ton-miles. This activity will be represented from GREET by heavy-heavy trucks, with emissions and energy data as shown in Table 8.
Utility Excavator
Besides all the other standard machinery work described in the preceding sections, there is usually other site work necessary during the project duration. This work could include shoulder grading, materials loading and unloading, unexpected changes, etc. It has been assumed that this work is performed with a mid-sized excavator (same as section 4.3.2) even though this could include the use of loaders, skid steer loaders, or other equipment. It has been estimated that there would be 4 hours of such work per lane-mile. The actual usage could be larger or smaller; true values are highly dependent on the project, project location, and contractor. This does not include import or export of any additional materials that are not described in any other process. If other material transfer is required another process would need to be added to the LCA. Emissions data for this activity are shown in Table 9.
Sub-Base Grading
After the existing pavement has been removed the CSTC base will be exposed but should still be usable for the new pavement. The use of excavators to pick up the broken pieces of pavement would stir up the top of the CSTC, leaving it uneven and loose. To remedy this, a motor grader would need to smooth out the surface and a roller would need to re-compact the base course. This could also require placing some additional crushed aggregate if too much of it was removed with the crushed PCC. This LCA assumes that no extra material would be needed or would be insignificant.
A John Deere 870D was used as the example machinery for re-grading the sub-base. This grader has a 180 horsepower engine and can grade an 8 foot wide area in one pass (Deere & Company, 2008[22]). From NONROAD a 175 horsepower grader was used to approximate this machine. The 8 foot wide blade coverage mean that is necessary for the grader to make two passes to cover 1 lane-mile. It was estimated that the grader will travel at 2 miles per hour during this activity. The extra overlap of making two 8 foot passes and the relatively slow speed take into account any extra passes that may be needed where the sub-base has been made especially rough due to the demolition. An additional 90% efficiency modifier has also been added to take into account any breaks or slow-downs that could occur. These parameters result in an equipment usage of 1.1 hours per lane-mile.
Sub-Base Compaction
Once the base course has been re-graded a roller needs to re-compact it to be ready for paving. The roller could follow almost immediately behind the grader and compact the lane in two passes. A Dynapac CA702 single drum soil compaction roller was used as the example for this process. The CA702 has a 220 horsepower engine and a 7 foot wide drum (Dynapac, 2007[23]). From NONROAD it was modeled conservatively as a 300 horsepower roller. All variables were modeled the same as for the grading, assuming that the roller would follow and keep pace for maximum efficiency. The roller may in fact have to make a few passes over some areas, but that is reflected in the conservative horsepower estimate and the 90% efficiency modifier.
PCC Production
Emissions data and energy usage for PCC production were obtained from a Portland Cement Association (PCA) life cycle inventory (Marceau, Nisbet, & VanGeem, 2007[24]). This PCA document covers the entire Portland cement concrete (PCC) production process including the production of cement and aggregates and the transport to the plant of all the required materials. The LCI looks at seven different PCC mixes of different strengths and with different amounts of fly ash and slag. For mixes including fly ash or slag, the production of these materials was also included in the LCI. Most of this data was collected via an anonymous survey of PCA member plants around the United States and from USEPA emissions factors. This means that the data is representative of the national averages but could vary from region to region.
For the purposes of this report a 3,000psi mix with no fly ash or slag was used for LCI calculations. Data is presented in Table 10 for this PCC mix as well as a 50% slag included mix of the same strength. This second mix is only included for reference, but could replace the non-slag mix in the final calculations section if necessary. Any of the other mixtures from the PCA document could easily be inserted as well.
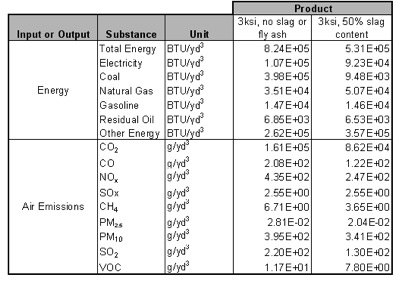
PCC Mix Transport
The transport of the ready mix PCC would be performed by heavy-heavy truck, as with the original PCC disposal. This data is from GREET as presented in Table 8. It has been assumed that the PCC will travel 15 miles to the site. This would be dependent on where the nearest production plant is at and could be changed in the model for a different value. For a 13 inch thick PCC highway, there will be 2550 cubic yards required per lane mile, which is 5150 tons per lane mile. This will result in a transportation load of 77220 ton-miles.
PCC Placing and Spreading
Once trucks arrive, the PCC mix needs to be transferred to the paver screed somehow. At some sites trucks just dump their load on the base course ahead of the paver, but on large highway replacement projects, it is a good idea to use a placing and spreading machine to maximize efficiency. The PCC mix is dumped into the front of the machine, transported to the rear of the machine by a series of conveyor belts and augers, and placed onto the sub-base at a metered rate uniformly across the lane width (Muench et al., 2003[7]). This machine keeps the amount of PCC ahead of the paver consistent and minimizes material segregation.
A Gomaco PS-2600 Placer/Spreader was used as a piece of example machinery for this process. The PS-2600 has a 275 horsepower engine and can easily handle paving a 12 foot width (Gomaco, 2004[25]). From NONROAD this was estimated as a 300 horsepower piece of surfacing equipment. The placer/spreader speed is dictated by the speed of the paver, staying close to get the best placement. Placer/spreader emissions data is presented in Table 9.
PCC Dowel and Tie Bar Production
Dowel and tie bars are essential components to a long lasting PCC pavement. Dowel bars allow load transfer from slab to slab, while still allowing transverse joint shrinkage and expansion. This reduces stresses and prevents excessive faulting associated with sudden stress changes that occur in non-doweled pavements. Tie bars are used to hold slabs in contact at longitudinal joints. They are not designed to provide load transfer but are almost always used in new PCC paving (Muench et al., 2003). Dowel and tie bars are typically made of plain low-carbon steel and have some sort of rust protective coating. There are many different rust protection materials used, but the most common is the application of an epoxy coating. There are several different epoxy coating options available, as well as stainless steel clad bars and even solid stainless steel bars (Muench et al., 2003[7]). This study does not include the production or application of these coatings. If data for these processes can be obtained in the future, they could be added to this study to improve the LCA.
For this model it was assumed that tie bars were only used between lanes, with shoulders not being tied. In Washington State tie bars are #5 deformed bars (⅝ inch diameter reinforcing steel) 32 inches long and spaced 36 inches center to center. Dowel bars are typically 1½ inches in diameter and 18 inches long, while being spaced every 12 inches across a transverse joint (Muench et al., 2003[7]). Low-grade steel has a density of 0.283 pounds per cubic inch, which means that there is approximately 36,600 lb of steel per lane-mile of PCC paving (WSDOT, 2008[21]). It was assumed that the steel will be transported 50 miles to the site from wherever they are produced via heavy-heavy trucks. Since this was the same trucking process in the model as PCC transport the 915 ton-miles of steel transport was added to the PCC transport.
Dowels are sometimes placed on the base-course in baskets to hold them where they belong as the paver passes over. For the LCA the additional steel that would be required for dowel bar baskets was not included. Many slipform pavers have automated attachments that insert dowel bars at the appropriate locations and thus don’t require the use of dowel bar baskets to hold the bars in place. The amount of steel in the dowel baskets may prove to be significant with respect to the dowel bars if they were indeed used. Dowel bars are usually coated with a grease or oil as a lubricant to keep them from bonding to the pavement (Muench et al., 2003[7]). This is also not within the scope of this study. Data for low-grade steel production from GREET is presented in Table 11.

PCC Paving
The PCC paving process for highways is usually done with a slipform paver followed by a texture/curing machine. Ready-mix PCC that is placed and spread in front of the paver will be smoothed and consolidated by the paver. It was assumed that one lane would be paved at a time, due to space constrictions associated with keeping an urban highway open during construction. In the case that more than one lane could be paved at a time with use of a larger paver it would probably be a more environmentally friendly option due to a shorter usage time as long as the paver speed isn’t drastically reduced. EPA NONROAD data for a larger paver could be substituted into the model for such a change.
A Terex SF3502C slipform paver with a 350 horsepower engine, which can pave a 12 foot lane in one pass, was used as the example machinery for this activity (Terex, 2008[26]). This machine was estimated as a 300 horsepower paver from the NONROAD database. An I-5 PCC reconstruction job performed in 2005 from Olive to James in downtown Seattle was used to estimate paving productivity. In that project they were able to slipform pave at 95 cubic yards per hour (Ozolin & Muench, 2007[27]). This was a very constrain work site and productivity would likely have been much higher in a non-urban area. This productivity was used in the LCA because the project is also in an urban area and would likely have a low productivity as well. At that rate the paver would average about 3.3 feet per minute and complete one lane-mile in 26 hours and 45 minutes. Paver data is shown in Table 9.
Texturing and Seal Coat Spraying
Once the new pavement is in place a separate machine will follow to create a surface macro-texture and to apply a curing compound to ensure proper hydration. The machine will usually follow the paver at a great enough distance that the pavement has lost its original wet sheen (Muench et al., 2003[7]). In Washington State, the surface texture is usually achieved by dragging tines perpendicularly to the centerline, although WSDOT is considering using longitudinal tining in the future (Muench et al., 2007[28]). The tining helps create friction between the road and wheel and allows water to drain from the wheel path, increasing driver safety.
These finishes could be performed by a Gomaco T/C400 texturing/curing machine (Gomaco, 2008[25]). This typical example of a texturing/curing machine has a 60 horsepower engine and the capability to cover a 12 foot lane. From NONROAD this machine has been approximated as a 75 horsepower piece of surfacing equipment. It was assumed that the machine was able to work at the same speed as the paver and thus will take approximately 26 hours and 45 minutes to complete one lane-mile. The production of the actual curing compound, as well as any joint sealant is not included in the scope of this study. Data for this curing/texturing machine are shown in Table 9. Figure 12 shows an example of PCC surface tining.

PCC Saw Cutting
Saw cutting will occur centered over each set of dowel bars (every 15 feet), at a depth of ¼ to ⅓ of the slab thickness, to ensure that this is where shrinkage cracking occurs. Cutting usually occurs well after the paver and texturing/curing machine have performed their tasks because sawing must be done after the pavement has gained enough strength to hold the saw and to prevent joint raveling. If the joint is sawed too late on the other hand the stresses in the pavement may become too great, resulting in cracks that may or may not form at the dowel bars as desired (Muench et al., 2003[7]).
For this operation an EDCO SS-65 self propelled diamond blade concrete saw was assumed (EDCO, 2007[29]). This saw has a 65 horsepower diesel engine, which was estimated as a 75 horsepower concrete/industrial saw from NONROAD. The preferred cutting speed for this kind of saw is 10 feet per minute (O’Brien, 2002[30]). In Washington State it is typical for one lane mile of highway to have a saw cut every 15 feet, which means that there will be 4224 total feet of saw cutting for a 12 foot lane in one lane-mile. At that rate it would take about 7 hours to perform all this cutting. For a better representation of the actual construction time a 90% efficiency factor was multiplied, meaning it will take almost 8 hours to complete one lane-mile of saw cutting. This takes into account the time it takes to drive the saw from one joint to the next and for any other stoppages or delays. Environmental data for saw cutting per operating hour is presented in Table 9.
Diamond Grinding
As described in Section 3.4, diamond grinding will be necessary every 20 years to renew the surface of the PCC pavement. Studded tire wear creates wheel path ruts that can become dangerous causing hydroplaning loss of directional control (WSDOT, 2007[31]). A large machine with saw blades gang mounted on a head shave off as little as possible while creating a smooth corduroy finish without ruts. This usually results in 4-6 millimeters of slab loss, so after the third rehabilitation the slab will have lost approximately ¾ of an inch.
A good example of a diamond grinding machine is the Diamond Products PC 6000. This grinder has two engines, a 660 horsepower main engine and a 92 horsepower auxiliary engine (Safety Grinding and Grooving, 2008[32]). The engines were estimated at 600 horsepower and 100 horsepower surfacing equipment, respectively, for NONROAD emissions data. This data is presented in Table 9. This is a trailer unit grinder and needs to be hauled by a heavy-heavy truck (data from GREET). The unit weighs 53,000 pounds when the water tank is empty and 75000 pounds when the water tank is full. This means that the unit weighs about 32 tons on average. Three passes per lane width were assumed (three per width, one per depth) so this means that 96 ton-miles of transport are needed. Figure 13 shows a diamond grinding machine.

HMA Remove and Replace Processes
The second option is to remove the existing PCC pavement and replace it with a full depth HMA pavement. The pavement would be paved in 5 lifts and would require maintenance as described in Section 3.4. Data for this option comes from GREET, NONROAD, EPA AP 42 Volume I, 5th Edition, and a life cycle inventory of asphalt pavements performed by the IVL Swedish Environmental Institute Ltd and Eurobitume. The processes of cracking the existing pavement, loading it, trucking it for disposal, grading the base, compacting the base course, and the utility site work with an excavator are all the same as in the PCC replacement option and will not be described again in this section. All other processes are described in this section that were not already described in Section 4.2 as processes common to all scenarios. Table 12 shows the fuel usage and emissions from NONROAD for all the equipment used to remove the old PCC pavement and replace it with and HMA pavement.

Bitumen Production
The data used in this LCA is from an LCI by Eurobitume on the production of bitumen (Eurobitume, 1999). This document uses the European averages of 70% Middle Eastern and 30% Venezuelan origin for crude oil used in bitumen production. These averages are reflected in the calculations for fuel usage and emissions of ocean transport to a hypothetical Western European refinery as well as for crude oil extraction data. The United States has a slightly different crude oil origin profile. In 2007 the U.S. imported 63% of it crude oil from the Middle East, 11% from Venezuela and 26% from Canada, Mexico and elsewhere (Energy Information Administration, 2008[33]). This difference will be ignored for the purposes of this study due to the uncertainty involved in many of the processes in question and due to the lack of better data. The bitumen produced is of grade B60 or 50/70, the most commonly used bitumen in Europe, by straight-run distillation (Eurobitume, 1999[34]). This bitumen is also a typical grade used in the United States (Muench et al., 2003[7]). The feedstock energy of the bitumen that is not being combusted is not being included in the energy usage data. Some life cycle inventories and analyses count the inherent energy of the bitumen used because it could otherwise be combusted as a fuel. For this thesis it is being assumed that this is not a use of energy because there is no combustion. Some may even consider it a form of carbon sequestration. Table 13 shows the bitumen production results from the Eurobitume study.
Crushed Aggregate Production
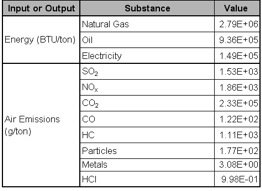
The energy usage and emissions data used for crushed aggregate production is based on a typical production unit in Sweden and was obtained from the IVL Swedish Environmental Research Institute’s Life Cycle Inventory of Asphalt Pavements (as cited in Stripple, 2000). The process of crushing aggregate begins with explosives blasting to produce large rocks, which are then transported with a diesel driven loader to the rock crusher. The rock is then crushed and sieved to the appropriate gradation. This data was from an operation using standard equipment and truck transport. This data does not include the production of equipment or blasting materials. This data was used for all aggregate sizes because there was no distinction in the study based on size. This Swedish data is being adapted to Washington in this case by changing the electricity source but it is being assumed that the rock type and equipment usage are similar in Washington State. Table 14 shows the energy usage and emissions data for crushed aggregate production.
Sand Production
Data for the production of sand was also taken from the IVL Swedish Environmental Research Institute’s Life Cycle Inventory of Asphalt Pavements (as cited in Stripple, 2000[35]). This data includes dewatering at the pit, excavation, conveyor transport, screening and washing, and stockpiling of naturally occurring sand and gravel in the United Kingdom. This typical data for the U.K. has been assumed to be the same for a similar activity in the U.S. Table 15 shows the energy usage and emissions data for sand production.
Production of HMA
Emissions data for the production of HMA was acquired from the USEPA Emissions Factors and AP-42, chapter 11. AP-42 does not include energy usage data so this was obtained from the IVL Swedish Environmental Research Institute’s Life Cycle Inventory of Asphalt Pavements (Stripple, 2000[35]). It was assumed that the HMA plant would be of drum type and would use natural gas fired dryers, hot screens, and mixers. Based on data from the Department of Energy, it is estimated that between 70% and 90% of HMA plants use natural gas in their burners (USEPA, 1995[36]). If a different type of plant or different dryers, hot screens, and mixers were used the emissions factors could be replaced in this model with the appropriate ones from AP-42, chapter 11. Table 16 shows the energy usage and air emission data for a counter-flow drum mixer that was used in the LCA. The mix chosen for the project is a ½ inch Superpave mix with a binder target of 5.4% by weight. It has been assumed for the sake of material input that no reclaimed asphalt pavement (RAP) was used in this mix. This means that the aggregates and bitumen make up 100% of this mix by weight. The AP-42 data is acquired from many plants all over the country, some using no RAP and others using up to 52% RAP. Luckily, drum counter-flow plants can process up to 50% RAP in the mix with little to no observable changes to the emissions from the plant (USEPA,1995[36]). It is also being assumed that there are no fillers or admixtures in the mix. The mix was assumed to use entirely crushed aggregates in the mix because naturally occurring sand is not commonly used in Superpave mixes in Washington State. The process for sand production is included in the model even though it is not being used. It could be utilized if a change to the mix characteristics was made.
HMA Mix Transport
The transport of the HMA mix would be performed by heavy-heavy truck, with data extracted from GREET. This data is presented in Table 8. It has been assumed that the HMA will travel 15 miles to the site from the drum plant. The transport distance could vary greatly depending on where the nearest production plant is. For the 13 inch thick HMA profile, there will be 5210 tons of HMA per lane mile. This will result in a transportation load of 77220 ton-miles.
Production of Emulsifier
Tack coat is an emulsion that is produced in an emulsion plant. The bitumen is emulsified in a water phase with an emulsifier, a substance which stabilizes the emulsion. Tack coat as an adhesion layer typically consists of 50% bitumen and 50% emulsifier and water (Stripple, 2000[35]). Other additives in the mix, such as solvents, have been ignored. The data for the production of the emulsifier is shown in Table 17.
Production of Tack Adhesion Layer
As described in the previous section the tack layer is 50% bitumen and 50% emulsion and water. This mixture is created in an emulsion plant that has inputs and outputs as shown in Table 18. This data was obtained from the LCI of Asphalt Pavements (Stripple, 2000[35]).
Material Transfer
Once the HMA trucks arrive they may have to sit and wait and often for quite a while, at other times the paver may be waiting on the trucks to arrive. One of the functions of the material transfer vehicle (MTV) is to control these surges in volume so the paver can pave continuously. The MTV has a storage hopper so it can unload waiting trucks and get them on the road again to get more mix. This hopper also often has a remixing auger, which can help keep colder chunks of pavement from being paved and being inadequately compacted (Muench et al., 2003[7]). The MTV also eliminates the occasional stoppage of the paver that occurs when the truck backs up and bumps the paver when dumping its load into the hopper.
The Roadtec SB-2500D Shuttle Buggy was used as a representative piece of equipment to perform this task. The Shuttle Buggy has a 300 horsepower engine and can store 25 tons of asphalt (Roadtec, 2006[37]). It has been approximated from NONROAD as a 300 horsepower surfacing equipment. The data is shown in Table 12. The MTV will travel at the same speed as the paver and will thus require the same operating hours per lane miles as the paver for both the initial paving and for the mill and fill maintenance paving. Figure 14 shows a material transfer vehicle in use.

HMA Paving
The use of a Terex CR552 paver was used as the example machine. This paver has a 240hp engine and can pave a 12 foot lane in one pass (Terex Roadbuilding, 2005[38]). This was approximated at a 300 horsepower paver in NONROAD. The emissions data for paving are presented in Table 12. In order to pave 13 inches of HMA, 3 lifts of 3 inches and two lifts of 2 inches are required. This means that to complete one lane-mile the paver will have to pave 5 miles. For the I-5 repaving from Olive to James project an HMA base course was paved at approximately 100 tons per hour (Ozolin & Muench, 2007[39]). This corresponds to a paving speed of about 15 feet per minute at slightly less than 60% efficiency. This paving rate is low because the project that it was taken from was confined, but that may be the case on this project as well.
The HMA paving for the rehabilitation overlays was assumed to have the same paving rate of 100 tons per hour, but will only have to pave 1 lift during each rehabilitation period.
Breakdown Rolling of HMA
A Dynapac CC722 vibratory roller with 228 horsepower was used as the example machinery for this activity (Dynapac, 2006[40]). This was estimated as a 300 horsepower roller from the NONROAD data, which is shown in Table 12. Some paving projects use only one breakdown roller and one finish roller but for a large project like this it would be likely that two breakdown rollers would be required, so that has been included in this LCA. The rollers will be operating for the same amount of time as the paver because they will follow the entire time and don’t want to fall behind so they achieve proper compaction. The same two rollers and the same speed as the paver were also assumed for the mill and fill rehabilitation.
Finish Rolling of HMA
A Dynapac CC322 roller with 82 horsepower was assumed for finish rolling (Dynapac, 2008[41]). This was estimated as a 100 horsepower roller from NONROAD. Only one paver is needed for finish rolling. This roller should also keep the same pace as the paver and thus have the same activity duration. This was assumed to be the case for both the initial paving and the mill and fill rehabilitation. Data for the finish roller is shown in Table 12.
Tack Coat Application
Tack coat is applied by a tack truck, which is essentially a small tanker with a lane-width bar of spray nozzles at its rear. The spray nozzles overlap so that there is theoretically a good double coverage of every bit of the pavement. The truck portion was approximated as a medium-heavy truck from GREET and was assumed to carry 1 lane-mile worth of tack a distance of 15 miles to the site plus the 5 miles traveled to tack an entire lane-mile (5 lifts). GREET data for the truck is presented in Table 8. The tack truck has a propane heater in it that keeps the tack in the truck warm so that it retains its fluidity for better spraying. The propane heater in this case was estimated as a small natural gas turbine from GREET. Table 19 shows the emissions data from GREET for the heater.
An application of tack coat is required between each lift in HMA paving to bind each layer. Tack should be applied at a rate of 0.05 to 0.07 gallons per square yard for new pavements (Muench et al., 2003[7]). It has been assumed that 0.06 gallons per square yard will be used in this study.
Tack coat is also applied after milling to create adhesion between the existing HMA and the new overlay. For post milling applications the tack should be sprayed at 0.10 to 0.13 gallons per square yard (Muench et al., 2003[7]). It was assumed that it would be sprayed at a rate of 0.115 gallons per square yard for all mill and fills. Figure 15 shows a tack truck and the application of tack coat.

Street Sweeping
Street sweeping is performed after the milling but before the tack spraying and overlay paving occur. An Elgin Crosswind J was used as the example machinery for this process. This sweeping truck has a 115 horsepower auxiliary engine in addition to the truck unit (Elgin Sweeper Company, 2008[42]). The truck unit has been modeled as a medium-heavy truck in GREET. It has been assumed that three passes would be necessary to clean the width of one lane. The tuck would typically weigh about 8 tons and would travel three miles per lane-mile. The transport required then for the truck is 24 ton-miles per lane-mile. The GREET truck data is shown in Table 8. The sweeper auxiliary engine has been modeled as a 100 horsepower cement and mortar mixer because there were no sweeper options and a mixer would be similar due to the constant rotation compared to a sweeper brush. It was assumed that the sweeper travels at about 10 miles per hour and has an efficiency of 75%. This means that the auxiliary engine will run for 0.4 hours per lane mile. The NONROAD data for this engine is presented in Table 12.
Milling
As described in Section 3.4 the HMA pavement will have to be resurfaced every 16 years in the form of a mill and fill. An example of a milling machine for this task would be a Roadtec RX-700, a 700 horsepower machine that can mill one lane in two passes (Roadtec, 2004[42]). This milling machine was approximated as a 750 horsepower surfacing machine from NONROAD. The data is shown in Table 12. The milling depth will be 0.15’ and will be filled at the same depth (WSDOT, 2005[10]). It was assumed that the milling would take the same amount of time as paving would, due to a lack of better data. The two machines move at roughly the same speed. That means that 720 tons will be milled per lane-mile that will then have to be trucked for disposal. This was assumed to be the same as the rest of the waste trucking, traveling 15 miles by heavy-heavy truck.
CSOL Processes
The third scenario being considered for a 50 year life span is to crack, seat and overlay the existing PCC pavement. The cracking process will be exactly the same as described in the other two options except then the pavement will not be removed. Many of the processes for CSOL are the same as processes that were described in Section 4.4 for the HMA replacement option, such as HMA production and tack production. Processes that are identical are not described again in this section. If there are differences, they are described in this section.
The maintenance schedule as described in Section 3.4 is milling and filling every 16 years, as with the HMA replacement option. This means that all of the processes are the same for the mill and fill of the CSOL as for the HMA replacement. Table 20 shows the fuel usage and emissions from NONROAD for all the equipment used to perform the CSOL.
Seating of Cracked PCC
PCC seating was assumed to be performed by the same kind of roller that was being used to compact the base course for the other scenarios. The same speed and efficiency was also used so that the same emissions and energy data was used. The NONROAD data is in Table 20.
Street Sweeping
For CSOL, street sweeping needs to be performed after the cracked pavement has been seated. This is because a tack coat layer will be sprayed and a clean surface is needed to get a good bond between layers. The same speed and efficiency were assumed as for the mill and fill options in Section 4.4.13.
Tack Coat Application
Three different tack coat applications are necessary for this option. The first tack coat application will be after the PCC has been seated and the street sweeper has cleaned the surface. Tack coat application on PCC should be from 0.07 to 0.10 gallons per square yard (Muench et al., 2003[7]). An application rate of 0.085 gallons per square yard was used for the analysis. Once the first lift of HMA was down the tack between the next two layers were applied at a rate of 0.06 gallons per square yard as with the HMA replacement option. Then when maintenance is due the tack truck will apply tack at a rate of 0.115 gallons per square yard. The emissions data for the tack truck was obtained in the same way as it was for the HMA paving.
HMA Paving
The CSOL paving requires 2 lifts for a total of 5 inches to be paved. The same paving rate of 100 tons per hour has been assumed, for both the initial overlay and the maintenance overlays, as described in Section 4.4.9. The MTV and rollers will keep the same pace as the paver. The NONROAD data for all of this equipment is in Table 20.
DBR Processes
Dowel bar retrofitting is only performed as a one time activity and does not meet the functional unit requirement of lasting 50 years. The LCI results presented are just for stand alone uses. The DBR LCI also includes diamond grinding because the roadway is usually ground after a DBR. The results for just the diamond grinding are also presented. Many of the processes included in a DBR are the same as described in the previous sections and will not be described again unless there are process differences. Dowel bar retrofits are expected to extend the life of a PCC pavement by about 15 years (WSDOT, 2005[10]). Table 21 shows the NONROAD data for all equipment used in a dowel bar retrofit.
Dowel Bar Production
The same size and type of dowel bar were chosen as in Section 4.3.10. Rather than placing dowel bars across the entire width of the pavement, 12 inches center to center, 3 dowel bars will be placed in each wheel path at that same spacing (WSDOT, 2005[10]). This would result in 19,000 pounds of dowel bars being placed. The data from GREET does not include the shaping of the bars or the production or application of any corrosion resistant coating. GREET data is shown in Table 11 for dowel bar production. These bars are also assumed to come from 50 miles from the site. This 475 ton-miles of transport was added onto the transport of the mortar process.
Dowel Slot Cutting
Dowel bar slots are cut using a special sawing machine. The machine uses a cutting head with pairs of mounted diamond blades spaced at the desired slot width and dowel spacing. Dowel slots should be cut 2.5 inches wide, 5.75 inches deep (for a 9 inch PCC pavement) and approximately 24 inches long (Pierce et al., 2003[43]). It has been assumed that the transverse joint spacing of the original pavement is 15 feet. The Diamond Products PC490 Dowel Slot Cutter was used to represent a typical dowel slot cutter for this project. The PC490 has two 258 horsepower engines, one for each cutting head and wheel path (Diamond Products, 2008[44]). These two engines were approximated as 300 horsepower surfacing equipment from NONROAD. Data for this process is in Table 21. Figure 16 shows a dowel bar slot cutter set up to cut three slots per wheel path.

Slot Material Clean Up
After the slots are cuts, the PCC material between the two saw cuts will be broken out. The waste material then needs to be loaded up into trucks for disposal. This would likely be performed by a skid steer loader, such as the Caterpillar 256C. The 256C has an 82 horsepower engine and will be approximated from NONROAD as a 100 horsepower skid steer loader (Caterpillar, 2007b[45]). NONROAD data for this process is in Table 21. Once this is complete slots can be properly cleaned, the existing joint or crack should be sealed with a caulking material, and the bars should be inserted with the proper caps, foam core boards, and chairs (Pierce et al., 2003[43]). Besides the production of the dowel bars, these steps are not included in this LCI.
Waste Transport
After the waste PCC is loaded into trucks by the skid steer loader, the material needs to be trucked to a disposal site. The disposal site has been assumed to be 15 miles from the rehabilitation project and the trucking done by heavy-heavy trucks. GREET data for heavy-heavy truck transport is in Table 8.
Slot Patching
Once the slots are properly cleaned and dowel bars inserted, the slots can be filled with the mortar patching material. Patching material has been assumed to be the same as the 3 ksi 100% cement content PCC mix from the remove and replace with PCC option. This material could have a greater cement to aggregate ratio and would likely have smaller aggregates but should be very similar to common PCC for the purposes of this analysis. Data for patching material production is in Table 10. The patching is done by putting the material into the slot and then consolidating the material by using a vibration device. Extra patching material is left on the surface to ensure enough material remains after shrinkage. The extra material will later be removed during the diamond grinding. After placing the patching material a curing compound should be applied to ensure proper hydration. Curing compound is not included in this study. The patching material will also have to be transported to the site. The same trucking as the really PCC mix was assumed, using a heavy-heavy truck, and traveling a distance of 15 miles. Data for the trucking of this material is located in Table 8.
Diamond Grinding
Within 10 days of being patched, the DBR should be diamond grinded (Pierce et al., 2003[43]). The exact same diamond grinding process was used as the one described in section 4.3.14 and NONROAD data for the equipment is in Table 21.
Computational Structure and Results
The inventory analyses and all calculations associated with them were performed according to the methods in The Computational Structure of Life Cycle Assessment (Heijungs & Suh, 2002). All of the data presented within Sections 4.2-4.6 were arranged in matrices, two for each of the four rehabilitations and replacements. The two matrices are the technology matrix (A) and the intervention matrix (B). The technology matrix consists of the economic flows for each of the processes, while the intervention matrix, B, consists of the environmental flows for each of the processes (Heijungs & Suh, 2002[46]). The A matrix is where the quantity relationships between the processes are contained, such as how much fuel is used by a process. The B matrix is where the emissions and energy usage data for each process is located.
The functional unit is described in vector form as the demand vector (f). The demand vector describes the quantity for each economic flow that is necessary to meet the goal of the study. So in this case the demand vector will call for 1 lane-mile worth of each initial construction process and for the required amount of rehabilitations to meet the 50 year life-span. Once A, B, and f are defined, the scaling vector (s) can be determined. The scaling vector is an intermediate step in finding the final inventory. The scaling vector is calculated by multiplying the inverse of the technology matrix by the demand vector, or:
s = A-1f
The scaling vector tells how much of each process is necessary to meet the functional unit. The final inventory vector (g) can then be calculated by multiplying the intervention matrix by the scaling vector, or:
g = Bs
The inventory vector is the final result of an LCI, representing the aggregated environmental flows of the total system (Heijungs & Suh, 2002).
These life cycle inventories have been collected and computed in Microsoft Excel using the linear algebraic formulas presented above. The results of the 50 year pavement life LCAs are presented in Table 22 with the largest value for each input or output in red text.
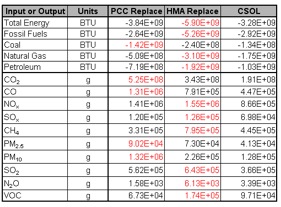
From this table it appears that CSOL is a superior option in every environmental flow. HMA and PCC are both the largest contributor in several categories. It cannot yet be determined though which of the options are best or worst for the various impact categories. Table 23 shows the LCI results for the pavement rehabilitation options.
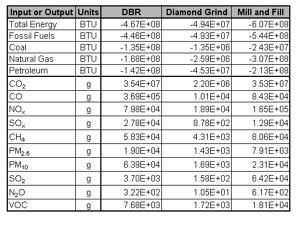
This table shows that a mill and fill uses more energy and produces the most of many of the emissions. This is an indication that the material production is a big contributor to the negative impacts, since DBR and diamond grinding don’t use a lot of materials. The full matrices and vectors used for the computations are included in Appendices A through D.
Impact Assessment
The resultant data presented in the inventory analysis show what individual emissions and energy usage result from each replacement and rehabilitation option, but do not give a clear idea of what the environmental impact will be. It is also difficult to compare the different options based on individual emissions flows. The use of impact categories gives the ability to compare the environmental impacts of the different options. Characterization factors, or equivalency factors, describe the relative impact of the different environmental flows (ISO, 2006[47]). A larger characterization factor means a larger impact for that flow. Characterization factors are multiplied by each of the environmental flows to convert all them into an equivalent amount of the category indicator. The category indicator is the flow that is usually associated with that particular impact category (CO2 for global warming, for example)
Classification
The Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts (TRACI) was used to determine all equivalency factors (USEPA, 2008a[48]). Table 24 shows all of the TRACI equivalency factors that were used for the purposes of this study.
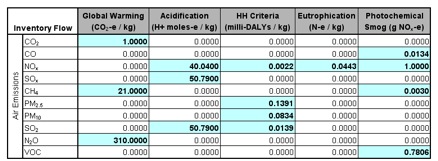
The following impact categories were assessed:
- Global Warming: Global warming is the gradual increase of the earth’s average temperature, which in turn causes a change in climate. Sea level rise, plant and animal extinctions, and changing weather patterns are a few of the expected long term effects of global warming. The greenhouse gas effect is the primary cause of global warming, a result of increased amounts of carbon dioxide, methane, and other gases being emitted into the atmosphere that trap solar radiation in our atmosphere (USEPA, 2008c[49]). For this assessment, CO2, CH4, and N2O are included as contributors to global warming. The category indicator unit is kilograms of CO2 equivalency.
- Acidification: Acidification is the lowering of the pH of air, soil, or water by emissions or wastes that supply H+ ions to the environment. Sulfur and nitrogen oxides are significant contributors to this phenomenon, which is believed to cause damage to coral reefs, forests, and even automotive paint coatings (USEPA, 2008b[50]). NOx, SOx, and SO2 are the environmental flows included in this study that contribute to acidification. The TRACI equivalency factor converts acidification to H+ moles equivalent.
- HH Criteria Air: Human health criteria air pollutants are measured in daily-adjusted life years (DALYs). This is a measure of changes in mortality rates and morbidity factors which give an overall idea of human impacts. ““Criteria pollutants” is a term used in U.S. environmental regulation to describe those regulated air pollutants for which the U.S. EPA uses health-based criteria to set permissible levels” (Bare et al., 2003[51], p. 75). The indicator unit is equivalent milli-DALYs, with NOx, PM2.5, PM10, and SO2 contributing to this impact.
- Eutrophication: Eutrophication occurs when bodies of water receive excess nutrients that stimulate plant growth, adversely affecting the natural ecosystem (USGS, 2008[52]). This usually occurs from fertilizer runoff or nitrogen deposition from the atmosphere. The TRACI equivalency factor is in kg of Nitrogen. NOx is the only environmental flow included in this study that contributes to eutrophication.
- Photochemical Smog: Photochemical smog occurs because of a chemical reaction between sunlight, nitrogen oxides, and volatile organic compounds (VOCs) in the atmosphere (Pidwirny et al.). These emissions are primarily emitted by the combustion of fossil fuels. The TRACI equivalency for smog is grams of NOx. CO, NOx, CH4, and VOC are the environmental flows that contribute to photochemical smog in this LCA.
There are several LCI results that factor into more than one impact category. NOx actually is a part of four of the categories. These are serial mechanisms, or in other words they can contribute to all of these impacts simultaneously.
Characterization
The indicator results for the impact categories were calculated by multiplying the characterization factors by their respective LCI results and then aggregating the results once in equivalent units. The equivalency values and total energy are summarized in Table 25. The values in red are the greatest values for each impact category.

The environmental flows that were assessed in this LCA do not represent the whole of the data. Other emissions outside of the scope of this study could contribute to these environmental impacts as well. It was attempted to capture as many of the flows as possible, but these impact categories could still be missing an important emission that was not included in the data sources. Fugitive dust emissions from the construction site are not represented by this data for example and could have a greater influence from one option to another. Ozone, CFCs and other emissions are not quantified as well that could contribute.
Figure 17 through Figure 22 show the graphical results of the impact analysis for each impact category.
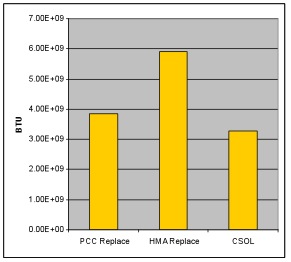
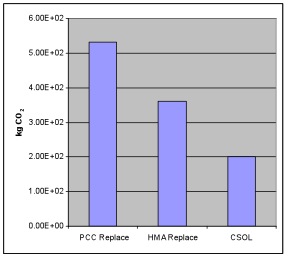
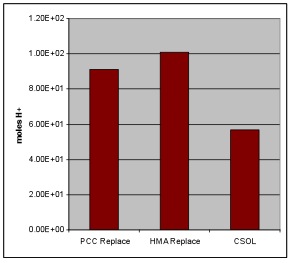
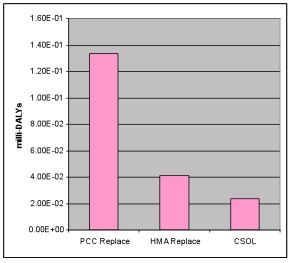
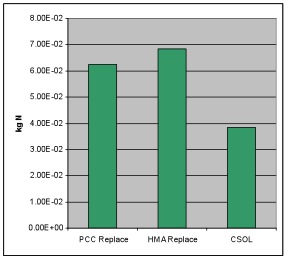

These impact categories indicated that the CSOL options is the best all-around for the environment and that HMA and PCC might be equally bad, with different environmental consequences for each. The HMA replacement options uses more energy but the PCC replacement option contributes much more to global warming. A list of priorities may be necessary to make an actual decision between PCC and HMA.
Normalization
Even after using equivalency factors to get environmental impact indices, the numbers may seem large and not mean much without something familiar to compare. A reference point needs to be determined to help understand these numbers, such as consumption or emission of something that people use every day. For example, the total energy usage in one lane mile of pavement reconstruction or rehabilitation can be compared to the electricity usage of one house hold for an entire year.
In 2004 the average Washington state energy consumption per person was 323.1 million BTU, a total of 2004.8 trillion BTU (EIA, 2006[53]). A PCC remove and replace option for one lane mile uses 3,840,000,000 BTU or almost 12 times the energy as a person uses in a year. An HMA remove and replace project for one lane-mile uses more than 18 times the energy as one Washingtonian in a year. A one lane-mile CSOL project uses just over 10 times as much energy as a person does in a year.
Interpretation
The interpretation is important for determining the quality of a study while identifying any major issues within the goal and scope analysis, inventory analysis, and impact assessment. This can include checking for completeness, sensitivity checks, or consistency checks (ISO, 2006[47]). The interpretation should also include conclusions, limitations, and recommendations.
Data Quality
Evaluating the data in an LCA is important so that it is obvious for any future uses of the study to know which data can be trusted, which data can be modified for different purposes and which data should be replaced. Data quality categories and a scoring system have been created for this LCA. The data categories and guidelines for the scoring are shown in Table 26.
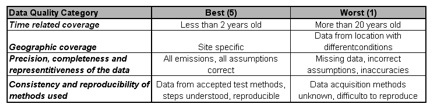
Data quality scores were given to each of the sources based on the score guidelines outlined in Table 28, with a higher score being a better source. Overall scores are just an average of the individual scores. The results are presented in Table 27.
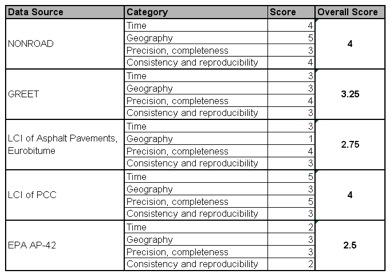
The EPA NONROAD model is kept up to date with the EPA emissions requirements factored into the model. NONROAD is also very geographically accurate because it can be modeled down to the county level, while modifying the weather, fuel, and time parameters. It is somewhat lacking in the completeness score because it lacked some common emissions that were offered by other sources, such as CH4 and SOx. This prevents an accurate representation of the overall system production of these pollutants and could skew the impacts that are assessed. The NONROAD data was better for some processes than others because some of the equipment estimations were approximations of machines that weren’t exactly that similar, such as the street sweeper being estimated as a cement mixer. The difference is probably minimal but if data was located specifically for a street sweeper it would probably be a good idea to replace the data.
The GREET models for this assessment are from 1999, so it received a lower score for time, but the data is very complete, providing all the desired emissions. The data is however specific just to the United States, besides electricity generation, in which the user can change the energy mix based on location. This data is usually a very close approximation of the process modeled. For energy and transportation GREET is very good but for dowel bar production it is very lacking. The basic steel production process does not include the forming, cutting and coating involved in dowel bar production. This process could be improved by finding a better data source.
The data from the LCI of asphalt pavements and Eurobitume paper were very transparent in that the sources were clearly noted, but some of the data was older and it was all from Europe. The crude oil mix being different, as mentioned before, could make a significant difference, due to the importance of bitumen in the overall LCA. The biggest downfall of these papers is the European focus. The data was fairly easy to manipulate, by inputting production of U.S. fuels and electricity production from GREET, but the remaining European sources could be replaced with more local sources to improve the data.
The AP-42 emissions data for HMA drum plant mixing is data from a source that is clearly explained. It was updated in 2004, so it fairly recent, but most of the actual data was collected for the original 1995 edition. It is also only specific to the U.S. The methodology is thoroughly explained, but it did not include any energy usage data. The energy usage had to be obtained from a different source, and two combined might not correspond very well.
The last piece of data was obtained from the LCI of PCC. This document came from the Portland Cement Association and is very recent. It has emissions data for almost all of the pollutants included in this study and has several different mixes available which could be useful. This data is specific for the U.S. and also offers many different technology choices. This document appears to be very appropriate for this study, and can be used in many modifications as well.
6.2. Contribution Analysis
The contribution analysis looks at each input and output as well as the impacts that were summarized in the impact assessment to find out which process is causing the greatest portion of that flow or impact. This calculation is done by multiplying the scaling vector (s) by the environmental flows for each process. The result of that is the amount of that specific flow or impact that is caused by that process. That number can then be divided by the total environmental flow or impact to get a percentage. Table 28 through Table 30 shows the largest contributor of each environmental flow and impact with a percentage for each paving option.
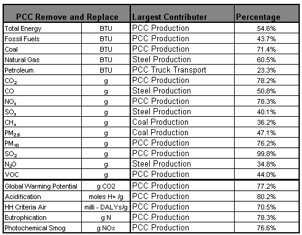
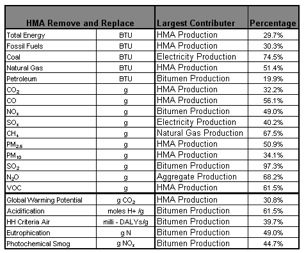
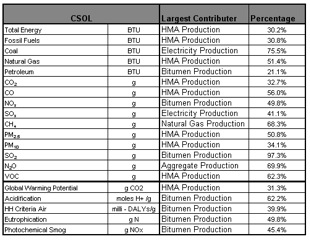
The contribution analysis suggests that the largest contributors to most of the environmental flows and impacts were the paving materials production. This could mean that efforts to reduce environmental impact should be focused on the materials production. Unfortunately it could also mean that the production of materials is more completely modeled and there are holes in other portions of the LCA. The data quality section suggests that this is hopefully not the case though because some of the biggest data holes were in the materials production area (steel production, lack of dowel bar coating, curing compound, etc. production) Complete tables of contribution analysis for all processes and percentages for all processes are located in Appendices A-E. Figure 23 and Figure 24 show total energy and global warming potential contributions by activity for all three paving options, respectively. The options are broken into 6 construction activities. PCC removal or crack and seat includes the breaking of the pavement for all options and then includes the loading of the waste material for the HMA and PCC options, but it instead includes the roller seating for CSOL. Materials production includes all construction material production. Construction includes all construction equipment that is used for the main paving activity. Transportation includes all construction truck transportation (not including transportation for materials production). Fuel and Electricity production includes production of all fuels, on-road, nonroad, and stationary, as well as electricity. The Rehabilitation includes all equipment required to mill and fill or diamond grind.
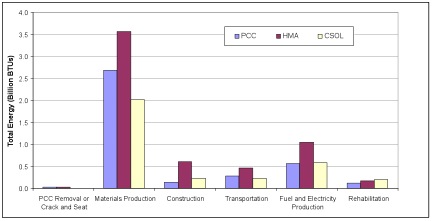
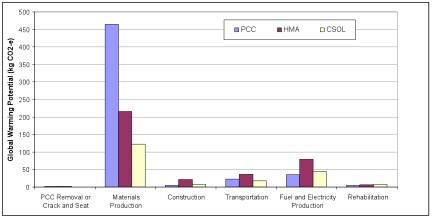
Recommendations
Overall it appears that CSOL uses the least amount of energy and contributes the least to the environmental impacts studied in this LCA. This is the case because it requires the least amount of paving material and because the existing pavement does not have to be removed. The contribution analysis showed that the largest contributors to all of the environmental impacts were the production of the paving materials (bitumen, HMA, PCC). That being said, CSOL will not necessarily always be the best option for a situation like this. The existing pavement has to still be on a solid base and the pavement surface has to be raised by the thickness of the overlay, which could create extra work at bridge overpasses and with shoulder work. CSOL used 44% less energy than the HMA option and 15% less energy than the PCC option and contributed 62% less than PCC to global warming and 44% less than HMA to global warming. Not only this, but the CSOL would likely be the cheapest option as well because it requires the least amount of labor and materials. A big assumption that was made in this study was that the CSOL pavement would have the same structural integrity and useful life as the other two options. This is still unknown because this practice was not done 30 or 40 years ago. The best recommendation for WSDOT or another agency may be to investigate the legitimacy of CSOL as a long-life pavement.
It is more difficult to make an environmentally friendly decision when deciding between these new pavement options. The PCC replacement option was a greater contributor to global warming potential and human health criteria air pollutants, which the HMA replacement option was the largest contributor to acidification, eutrophication, and photochemical smog, as well as the largest consumer of energy. These differences seem driven by PCC’s larger contribution to CO2 and particulate emissions and by HMA’s larger contribution to nitrogen and sulfur oxides. It is up to the decision-making authority to decide which of these impacts are more important. It may be that the impacts cannot really be compared to one another in which case the decision between PCC and HMA may be a toss up. The contribution analysis did show however, for all three options, that the largest contributor to each of the impacts was the production of materials. WSDOT or other agencies may want to focus their attention on improving the material production process in order to reduce environmental impact.
Further Research
There were many small processes or parts of processes that had to be scoped out of this LCA due to lack of data or inadequate data. If additional data sources could be located the LCA could be expanded and improved. Possible future expansions of this study:
- Add data for the production, transport, and application of dowel and tie bar corrosion resistant material.
- Add production of PCC curing compound and joint sealants.
- Use of different types of dowel bars (stainless, stainless clad, other epoxy coatings) could be compared.
- Include fugitive dust emissions
- Look into biodiesel, ultra low sulfur diesel, or better filtration systems for machinery and trucks.
- Use of fly ash or slag in PCC and use of recycled asphalt pavement (RAP) in HMA.
- Incorporate user delay from congestion of lane closures.
- Include lane striping, restriping, pothole maintenance and crack sealing maintenance
- Added data for emissions to water, solid waste, etc. This will require many new data sources unfortunately, that do not currently exist.
PCC Calculations
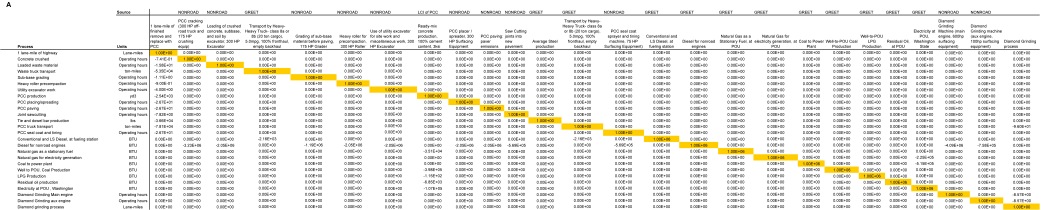

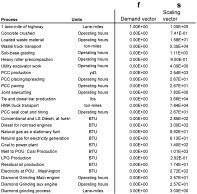


HMA Calculations
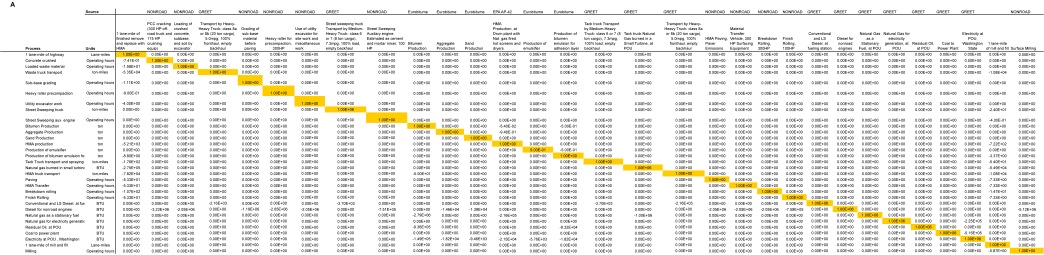


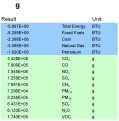


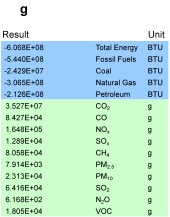
CSOL Calculations
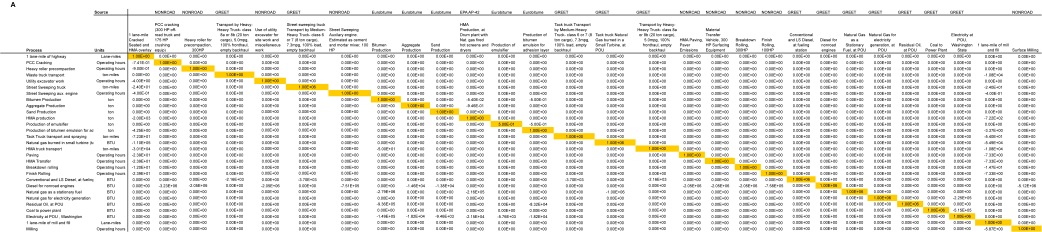

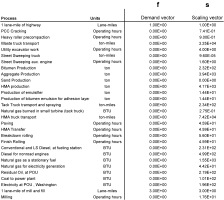
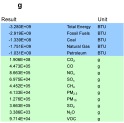

DBR Calculations
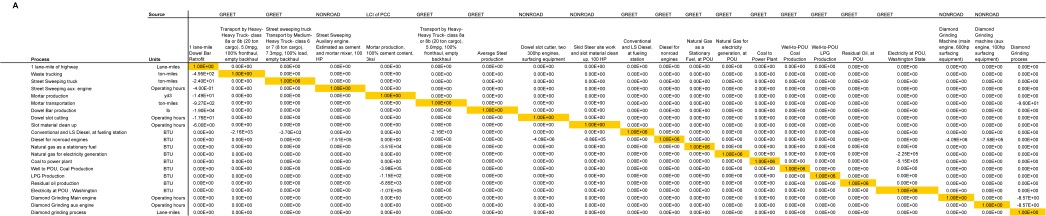

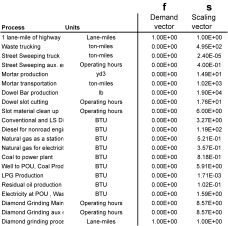
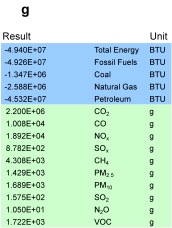

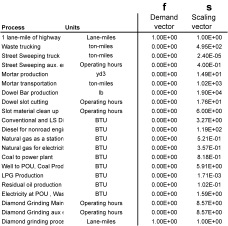
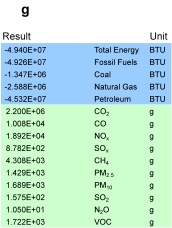
Additional References
- Anderson, K.W; Uhlmeyer, J.; & Pierce L. (2007). Performance of a Portland Cement Concrete Pavement With Longitudinal Tining, Transverse Tining, and Carpet Drag Finish. Washington State Department of Transportation.
- Badger State Highway Equipment, Inc. (2003). T8600 Badger Breaker. http://www.badgerbreaker.com/t8600.html
- Cable, J. K.; Wang, K.; & Zhi, G. (2002). Investigation into Improved Pavement Curing Materials and Techniques: Part 1 (Phases I and II). Center for Transportation Research and Education, Iowa State University.
- Curran, M. A. (1996). Environmental Life Cycle Assessment. McGraw-Hill, New York.
- Elgin Sweeper Company. (2008). Elgin Crosswind. http://www.elginsweeper.com/pdf/0705223J.pdf
- Federal Highway Administration (FHWA). (2006). Concrete Pavement Rehabilitation Guide for Diamond Grinding. Federal Highway Administration. http://www.fhwa.dot.gov/pavement/concrete/diamond.cfm
- Gomaco. (2006). Texturing/Curing Machines. http://www.gomaco.com/downloads/texturecure_brochure.pdf
- Keoleian, G.A. & Scheuer, C.W. (2002). Evaluation of LEED Using Life Cycle Assessment Methods. National Institute of Standards and Technology. http://www.bfrl.nist.gov/oae/publications/gcrs/02836.pdf
- Lee, E. B.; Lee, H.; & Harvey, J. T. (2006). Fast-Track Urban Freeway Rehabilitation with 55-H Weekend Closures: I-710 Long Beach Case Study.
- Meil, Jaime. (2006). A Life Cycle Perspective on Concrete and Asphalt Roadways: Embodied Primary Energy and Global Warming Potential. Athena Research Institute.
- Office of Transportation and Air Quality. (2003). Regulatory Announcement: Summary of EPA’s Proposed Program for Low Emission Nonroad Diesel Engines and Fuel. EPA420-F-03-008
- Pidwirny, M.; Gow, T.; & Thiessen, C. Land Use and Environmental Change in the Thompson-Okanagan, The Changing Atmosphere. Living Landscapes, Royal BC Museum.
- Scofield, Larry. (2003). SR202 PCCP Whisper Grinding Test Sections. http://www.igga.net/File/Arizona-SR202-PCCP-Whisper-Grinding-Test-Sections-Final-Report-_2003.pdf
- Seattle Public Utilities. (2003). Reinforcing Steel. http://www2.cityofseattle.net/util/engineering/ArticleView.asp?ArticleID=9-07.1(3)
- Washington State Department of Community, Trade & Economic Development. (2007). 2006 Washington State Electric Utility Fuel Mix. http://www.cted.wa.gov/DesktopModules/CTEDPublications/CTEDPublicationsView.aspx?tabID=0&ItemID=4696&MId=863&wversion=Staging
- WSDOT. (2007b). Pavement Guide Interactive. Washington Department of Transportation. http://training.ce.washington.edu/WSDOT/
- The Evolution of Long-Life Concrete Pavements in Washington State. Procedings of the International Conference on Long-Life Conrete Pavements.↵
- Smith, M.R. & Walls, J. (1998). Life-Cycle Cost Analysis in Pavement Design. Report No. FHWA-SA-98-079. FHWA, Washington, D.C.↵
- Evaluation of LEED Using Life Cycle Assessment Methods. National Institute of Standards and Technology. http://www.bfrl.nist.gov/oae/publications/gcrs/02836.pdf↵
- International Organization for Standardization (ISO). (2006). ISO 14040. Environmental Management — Life Cycle Assessment — Principles and Framework. 2nd ed. IHS.↵
- International Organization for Standardization (ISO). (2006). ISO 14044. Environmental Management — Life Cycle Assessment — Requirements and Guidelines. 1st ed. IHS.↵
- Life Cycle Assessment: Principles and Practice (Contract No. 68-C02-067 Work Assignment 3-15). Cincinnati, OH: Systems Analysis Branch, National Risk Management Research Laboratory, U.S. Environmental Protection Agency.↵
- WSDOT Pavement Guide Interactive. Washington State Department of Transportation Engineering Publications.↵
- Assessment of the I-5 Portland Cement Concrete Pavements In King County. Washington State Transportation Center (TRAC).↵
- WSDOT. (2003). webWSPMS.↵
- WSDOT Pavement Policy. Washington State Department of Transportation. http://www.wsdot.wa.gov/biz/mats/pavement/WSDOT _Pavement_Policy.pdf↵
- American Association of State Highway and Transportation Officials (AASHTO). (1993). Guide for Design of Pavement Structures, 4th ed.↵
- Design – General Special Provisions Division 5. 040303A.GR5↵
- Cotter, Alisa. (2007). Best Practices for PCC Pavements in Washington State: Studded Tire Wear Mitigation.↵
- Soderlund, Martina. (2006). Sustainable Roadway Design – A Model for an Environmental Rating System.↵
- NONROAD Model (nonroad engines, equipment, and vehicles). NONROAD v2005.1.0. http://www.epa.gov/oms/nonrdmdl.htm↵
- Regulatory Announcement: Summary of EPA’s Proposed Program for Low Emission Nonroad Diesel Engines and Fuel. http://www.epa.gov/nonroad-diesel/420f03008.pdf↵
- Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation (GREET) Model. University of Chicago, Center for Transportation Research. v1.7 and 2.7.↵
- Technology Options for the Near and Long Term. http://climatetechnology.gov/library/2003/tech-options/tech-options.pdf↵
- Antigo Construction Inc. (2002). http://www.antigoconstruction.com/↵
- 330D L Hydraulic Excavator. http://www.cat.com/cda/layout/cda/layout?m=238202&x=7&f=226987↵
- Metric Conversion Factors. http://www.wsdot.wa.gov/Reference/metrics/factors.htm#pavement↵
- D-Series Motor Graders. http://www.deere.com/en_US/cfd/construction/deere_const/motorgraders/870d_motorgrader_features.html↵
- CA702 Single Drum Soil Compactor: Technical Data Sheet. http://dynadocweb.dynapac.com/stellent/groups/sales_doc/documents/sales_material/vs702en.pdf↵
- Life Cycle Inventory of Portland Cement Concrete. Portland Cement Association.↵
- PS-2600 Placer / Spreader. http://www.gomaco.com/downloads/ps2600_brochure.pdf↵
- SF3504C Four-track Concrete Slipform Paver. http://www.terexrb.com/pdf/SF3504B.pdf↵
- Rapid Pavement Construction Tools, Materials and Methods. University of Washington.↵
- Muench, S.T.; Ozolin, B.; Uhlmeyer, J. & Pierce, L.M. (2007). Rapid Concrete Panel Replacement in Washington State: Lessons Learned. International Conference on Optimizing Paving Concrete Mixtures and Accelerated Concrete Pavement Construction and Rehabilitation, 7-9 November 2007, Atlanta, GA↵
- EDCO Catalog. http://www.edcoinc.com/docs/home/catalog.pdf↵
- Diamonds Aren’t Forever. MC Magazine Archives. http://www.precast.org/publications/mc/TechArticles/02_Summer_DiamondBlades.htm↵
- WSDOT. (2007a). “Concerns Related to the use of Studded Tires” Washington State Department of Transportation. http://www.wsdot.wa.gov/winter/issues.htm↵
- Grinder PC-6000. Accessed Nov. 27, 2008. http://www.sgglp.com/equipment/GrinderPC6000.pdf↵
- US Imports by Country of Origin. Release Date: 7/28/2008. http://tonto.eia.doe.gov/dnav/pet/pet_move_ impcus_a2_nus_epc0_im0_mbblpd_a.htm↵
- Partial Life Cycle Inventory or “Eco-Profile” for Paving Grade Bitumen.↵
- Life Cycle Inventory of Asphalt Pavements. IVL Swedish Environmental Research Institute Ltd.↵
- Compilation of Air Pollutant Emission Factors. Volume 1: Stationary Point and Area Sources. AP-42 Fifth Edition, Volume 1. Retrieved from http://www.epa.gov/ttn/chief/ap42/↵
- Material Transfer Vehicles. http://roadtec.com/downloads/ShuttleBuggy.pdf↵
- CR 552 Rubber Tire Paver. http://www.terex.com/attachment.php?action=LAUNCH&nav=prod&id=abfee41f0c5ef6c89a582a49a2b3a682↵
- Ozolin, B. & Muench, S.T. (2007). Rapid Pavement Construction Tools, Materials and Methods. University of Washington.↵
- CC722 Tandem Asphalt Roller. http://dynadocweb.dynapac.com/stellent/groups/sales_doc/documents/sales_material/vs722en.pdf↵
- CC322 Tandem Asphalt Roller. http://dynadocweb.dynapac.com/stellent/groups/sales_doc/documents/sales_material/vs322en.pdf↵
- RX-700 Specifications. http://www.roadtec.com/downloads/RX700spec.pdf↵
- Pierce, L.M.; Uhlmeyer, J. & Weston, J. (2003). Dowel Bar Retrofit – Do’s and Don’ts. WSDOT WA-RD 576.1.↵
- PC490 Dowel Slot Cutter. http://www.diamondproducts.com/pc490_dowel_slot_cutter.htm↵
- 256C Skid Steer Loader. http://www.cat.com/cmms/images/C442904.pdf↵
- The Computational Structure of Life Cycle Assessment: Eco-efficiency in industry and science. v. 11. Dordrecht: Kluwer Academic.↵
- International Organization for Standardization (ISO). (2006). ISO 14040 and ISO 14044. Environmental Management – Life Cycle Assessment – Principles and Framework, 2nd ed. & Requirements and Guidelines, 1st ed. IHS.↵
- Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts (TRACI) Accessed: 11/30/2008↵
- Greenhouse Gas Emissions. Accessed: 11/30/2008. http://www.epa.gov/climatechange/emissions/index.html#ggo↵
- Acid Rain. Accessed: 11/30/2008. http://www.epa.gov/acidrain/↵
- TRACI The Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts. The Journal of Industrial Ecology.↵
- Eutrophication. Toxic Substances Hydrology Program. http://toxics.usgs.gov/definitions/eutrophication.html↵
- State-Level Energy Consumption, Expenditures, and Prices, 2004. http://www.eia.doe.gov/emeu/aer/pdf/pages/sec1_15.pdf↵