
HMA compaction is influenced by a myriad of factors; some related to the environment, some determined by mix and structural design and some under contractor and agency control during construction (Table 1)..mrr.dot.state.mn.us/research/MnROAD_Pro
Table 1: Factors Affecting Compaction
| Environmental Factors | Mix Property Factors | Construction Factors |
|---|---|---|
| Temperature Ground temperature Air temperature Wind speed Solar flux |
Aggregate Gradation Size Shape Fractured faces Volume |
Rollers Type Number Speed and timing Number of passes Lift thickness |
| Asphalt binder Chemical properties Physical properties Amount |
Other HMA production temperature Haul distance Haul time Foundation support |
Environmental factors are determined by when and where paving occurs. Paving operations may have some float time, which allows a limited choice of “when” but paving location is determined by road location so there is essentially no choice of “where”. Mix and structural design factors are determined before construction and although they should account for construction practices and the anticipated environment, they often must compromise ease of construction and compaction to achieve design objectives. Obviously construction factors are the most controllable and adaptable of all the factors affecting compaction. Although some factors like haul distance/time, HMA production temperature, lift thickness and type/number of rollers may be somewhat predetermined, other factors associated with roller timing, speed, pattern and number of passes can be manipulated as necessary to produce an adequately compacted mat. This article discusses:
- Temperature (the environmental factor)
- Mix property factors
Temperature
HMA temperature has a direct effect on the viscosity of the asphalt cement binder and thus compaction. As HMA temperature decreases, its asphalt cement binder becomes more viscous and resistant to deformation, which results in a smaller reduction in air voids for a given compactive effort. As the mix cools, the asphalt binder eventually becomes stiff enough to effectively prevent any further reduction in air voids regardless of the applied compactive effort. The temperature at which this occurs, commonly referred to as cessation temperature, is a function of the mix property factors in Table 1. In some literature it is reported to be about 79oC (175°F) for dense-graded HMA (Scherocman, 1984[1]; Hughes, 1989[2]). Below cessation temperature rollers can still be operated on the mat to improve smoothness and surface texture but further compaction will generally not occur. Conversely, if the binder is too fluid and the aggregate structure is weak (e.g., at high temperatures), roller loads will simply displace, or “shove” the mat rather than compact it. In general, the combination of asphalt cement binder and aggregate needs to be viscous enough to allow compaction but stiff enough to prevent excessive shoving.
Mat temperature then, is crucial to both the actual amount of air void reduction for a given compactive effort, and the overall time available for compaction. If the initial temperature and cool-down rate are known, the temperature of the mat at any time after laydown can be calculated. Based on this calculation rolling equipment and patterns can be employed to:
- Take maximum advantage of available roller compactive effort. Rollers can be used where the mat is most receptive to compaction and avoided where the mat is susceptible to excessive shoving.
- Ensure the mat is compacted to the desired air void content before cessation temperature is reached. This can be done by calculating the time it takes the mat to cool from initial temperature to cessation temperature. All compaction must be accomplished within this “time available for compaction”.
The major factors affecting time available for compaction are (Roberts et al., 1996[3]):
- Initial mat temperature. Higher initial mat temperatures require more time to cool down to cessation temperature, thus increasing the time available for compaction. However, overheating the HMA will damage the asphalt binder and cause emissions.
- Mat or lift thickness (Figure 1). Thicker lifts have a smaller surface-to-volume ratio and thus lose heat more slowly, which increases the time available for compaction.
- Temperature of the surface on which the mat is placed. Hotter surfaces will remove heat from the mat at a slower rate, increasing the time available for compaction.
- Ambient temperature. Hotter air temperatures will remove heat from the mat at a slower rate, increasing the time available for compaction.
- Wind speed. Lower wind speeds will decrease mat heat loss by convection, which will increase the time available for compaction.
Figure 2. Pavement cooling in thick vs. thin sections.
Jordan and Thomas (1976[4]) point out additional factors affecting mat cool-down rate that include mat density, pavement layer thermal conductivity, specific heat, convection coefficient, incident solar radiation and coefficients of emission and absorption of solar radiation for the pavement surface.
David Timm, Vaughan Voller and David Newcomb have developed a software tool at the University of Minnesota called Multicool that automatically calculates pavement cool-down rate and time available for compaction. The online version of Multicool is available at: http://www.eng.auburn.edu/users/timmdav/MultiCool/FinalRelease/Main.html.
Table 2 is a sampling of MultiCool output for some representative values of pavement thickness and ambient temperature.
Table 2: Sample MultiCool Calculations
| Mat Thickness | Mix Temperature | Base Temperature | Approximate Time to Cool to 79 °C (175 °F) |
|---|---|---|---|
| 25 mm (1 inch) |
149 °C (300 °F) |
16 °C (60 °F) |
9 minutes |
| 25 mm (1 inch) |
149 °C (300 °F) |
-4 °C (25 °F) |
7 minutes |
| 50 mm (2 inches) |
121 °C (250 °F) |
16 °C (60 °F) |
16 minutes |
| 50 mm (2 inches) |
121 °C (250 °F) |
-4 °C (25 °F) |
12 minutes |
| 105 mm (4.2 inches) |
121 °C (250 °F) |
16 °C (60 °F) |
54 minutes |
| 105 mm (4.2 inches) |
121 °C (250 °F) |
-4 °C (25 °F) |
39 minutes |
Table 2 Assumptions:
- Wind velocity is 16 km/h (10 mph)
- Air temperature same as base temperature.
- Morning paving (10:00 a.m.)
- Paving location is at 48° N latitude
- Weather is clear and dry
- Paving is an overlay over an existing asphalt concrete pavement
- Dense graded HMA
- Binder type is PG 64-22
- Single lift
MultiCool is quick and powerful. It can easily be installed on a laptop and used by contractors or inspectors to give a general idea of the time available for compaction on a given job site, which can be quite helpful in determining roller use and patterns. Figure 2 relates HMA temperature with typical aspects of compaction.
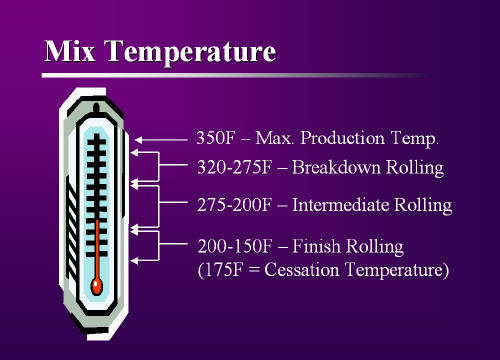
HMA temperature affects its binder viscosity, which affects compaction in two ways: (1) the colder and more viscous the binder, the less actual amount of air void reduction for a given compactive effort, and (2) HMA can only be compacted until it reaches cessation temperature, therefore initial HMA temperature and mat cool-down rate establish a fundamental compaction parameter – the overall time available for compaction. Many factors influence HMA temperature and cool-down rate including initial mat temperature, mat thickness, temperature of the surface on which the mat is placed, ambient temperature and wind speed. Using these factors as inputs, MultiCool , a program developed at the University of Minnesota, can easily produce a mat cool-down curve and calculate the time available for compaction.
Quick Time Available for Compaction Calculator
The tool below was created from Multicool data and offers a quick view of time available for compaction given some general parameters.
Mix Properties
Mix aggregate and binder properties can also affect compaction. They do so by affecting (1) the ease with which aggregate will rearrange under roller loads and (2) the viscosity of the binder at any given temperature.
Gradation affects the way aggregate interlocks and thus the ease with which aggregate can be rearranged under roller loads. In general, aggregate effects on compaction can be broken down by aggregate size (TRB, 2000[5]):
- Coarse aggregate. Surface texture, particle shape and the number of fractured faces can affect compaction. Rough surface textures, cubical or block shaped aggregate (as opposed to round aggregate) and highly angular particles (high percentage of fractured faces) will all increase the required compactive effort to achieve a specific density.
- Midsize fine aggregate (between the 0.60 and 0.30-mm (No. 30 and No. 50) sieves). High amounts of midsize fine, rounded aggregate (natural sand) cause a mix to displace laterally or shove under roller loads. This occurs because the excess midsize fine, rounded aggregate results in a mix with insufficient voids in the mineral aggregate (VMA). This gives only a small void volume available for the asphalt cement to fill. Therefore, if the binder content is just a bit high it completely fills the voids and the excess serves to (1) resist compaction by forcing the aggregate apart and (2) lubricate the aggregate making it easy for the mix to laterally displace.
- Fines or dust (aggregate passing the 0.075-mm (No. 200) sieve). Generally, a mix with a high fines content will be more difficult to compact than a mix with a low fines content.
The asphalt binder grade affects compaction through its viscosity. A binder that is higher in viscosity will generally result in a mix that is more resistant to compaction. Additionally, the more a binder hardens (or ages) during production, the more resistant the mix is to compaction.
Asphalt binder content also affects compaction. Asphalt binder lubricates the aggregate during compaction and therefore, mixes with low asphalt content are generally difficult to compact because of inadequate lubrication, whereas mixes with high asphalt content will compact easily but may shove under roller loads (TRB, 2000[5]).
Sometimes, a combination of mix design factors produces what is known as a tender mix. Tender mixes are internally unstable mixes that tend to displace laterally and shove rather than compact under roller loads.
- Scherocman, J.A. (1984, March). Guidelines for Compacting Asphalt Concrete Pavement. Better Roads, Vol. 54, No. 3. pp. 12-17.↵
- Hughes, C.S. (1989). National Cooperative Highway Research Program Synthesis of Highway Practice 152: Compaction of Asphalt Pavement. Transportation Research Board, National Research Council. Washington, D.C.↵
- Roberts, F.L., Kandhal, P.S., Brown, E.R., Lee, D.Y., and Kennedy, T.W. (1996). Hot Mix Asphalt Materials, Mixture Design, and Construction. National Asphalt Paving Association Education Foundation. Lanham, MD.↵
- Jordan, P.G. and Thomas, M.E. (1976). Prediction of Cooling Curves for Hot-Mix Paving Materials by a Computer Program. Transport and Road Research Laboratory Report 729.↵
- Transportation Research Board (TRB). (2000). Hot-Mix Asphalt Paving Handbook 2000. Transportation Research Board, National Research Council. Washington, D.C.↵